电镀工业超纯水设备工艺比较文献

 化工行业超纯水设备使用规范
化工行业超纯水设备使用规范
化工行业超纯水设备使用规范
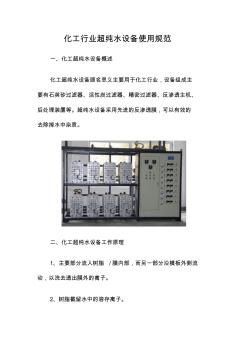
化工行业超纯水设备使用规范 一、化工超纯水设备概述 化工超纯水设备顾名思义主要用于化工行业,设备组成主 要有石英砂过滤器、活性炭过滤器、精密过滤器、反渗透主机、 后处理装置等。超纯水设备采用先进的反渗透膜,可以有效的 去除掉水中杂质。 二、化工超纯水设备工作原理 1、主要部分流入树脂 /膜内部,而另一部分沿模板外侧流 动,以洗去透出膜外的离子。 2、树脂截留水中的溶存离子。 3、被截留的离子在电极作用下,阴离子向正极方向运动, 阳离子向负极方向运动。 4、阳离子透过阳离子膜,排出树脂 /膜之外。 5、阴离子透过阴离子膜,排出树脂 /膜之外。 6、浓缩了的离子从废水流路中排出。 7、无离子水从树脂 /膜内流出。 三、化工超纯水设备工艺流程 1、原水→原水加压泵→多介质过滤器→活性炭过滤器→软 水器→精密过滤器→一级反渗透设备→中间水箱→中间水泵→ 离子交换器→纯化水箱→纯水泵→紫外线杀菌器→
 超纯水设备制水工艺及详细技术方案精选.
超纯水设备制水工艺及详细技术方案精选.
超纯水设备制水工艺及详细技术方案精选.
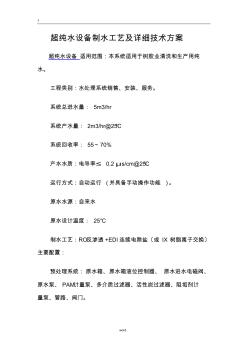
1 word. 超纯水设备制水工艺及详细技术方案 超纯水设备 适用范围:本系统适用于树胶业清洗和生产用纯 水。 工程类别:水处理系统销售、安装、服务。 系统总进水量: 5m3/hr 系统产水量: 2m3/hr@25℃ 系统回收率: 55~70% 产水水质:电导率≤ 0.2μs/cm@25℃ 运行方式:自动运行 (并具备手动操作功能 )。 原水水源:自来水 原水设计温度: 25℃ 制水工艺:RO反渗透 +EDI连续电除盐〔或 IX 树脂离子交换〕 主要配置: 预处理系统:原水箱、原水箱液位控制器、 原水进水电磁阀、 原水泵、 PAM计量泵、多介质过滤器、活性炭过滤器、阻垢剂计 量泵、管路、阀门。 1 word. RO反渗透系统:高压泵、反渗透膜、反渗透膜壳、膜架、 控制系统、进水电磁阀、冲洗电磁阀、调压阀、高压开关、低压 开关、精密过滤器。 储存系统:液位控制器、中间水箱。 ED