氮化铝弥散强化钢性能文献

 工字钢性能表
工字钢性能表
工字钢性能表
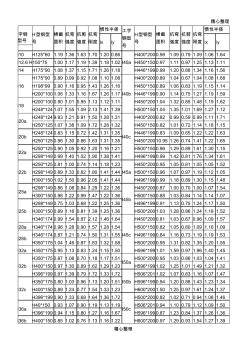
精心整理 精心整理 字钢 型号 H型钢型 号 横截 面积 抗弯 强度 抗剪 强度 抗弯 刚度 惯性半径 工字 钢型 号 H型钢型 号 横截 面积 抗弯 强度 抗剪 强度 抗弯 刚度 惯性半径 ix iy ix iy I10 H125*60 1.19 1.36 1.63 1.70 1.20 0.86 I40a H400*200 0.98 1.09 0.79 1.09 1.06 1.64 I12.6 H150*75 1.00 1.17 1.19 1.39 1.18 1.02 H450*150 0.97 1.11 0.97 1.25 1.13 1.11 I14 H175*90 1.08 1.37 1.15 1.71 1.26 1.18 H446*199 0.99 1.20 0.88 1.34 1.16 1.56 I16 H175*90 0.89 0.99 0.92 1.08 1.1
 不锈钢性能不锈钢性能
不锈钢性能不锈钢性能
不锈钢性能不锈钢性能
不锈钢性能不锈钢性能 1、屈服强度(力学符号 Rp0.2,英文缩写 YS) l Rp0.2=P0.2/F0 l P0.2 —拉伸试样塑性变形量为 0.2%时承受的载荷 l F0 —拉伸试样的原始截面积 v 材料的屈服强度小,表示材料容易屈服,成形后回弹小,贴模性和定形性好。 2、抗拉强度(力学符号 Rm,英文缩写 TS) l Rm =Pb/F0 l Pb —拉伸试样断裂前承受的最大载荷 l F0 —拉伸试样的原始截面积 v 材料的抗拉强度大,材料变形过程中不容易被拉断,有利于塑性变形。 3、屈强比( Rp0.2/Rm) v 屈强比对材料冲压成形性能影响很大, 屈强比小, 材料由屈服到破裂的塑性变形阶段长, 成形过 程中发生断裂的危险性小,有利于冲压成形