电弧气刨基本操作文献

 手工电弧焊的基本操作技术
手工电弧焊的基本操作技术
手工电弧焊的基本操作技术
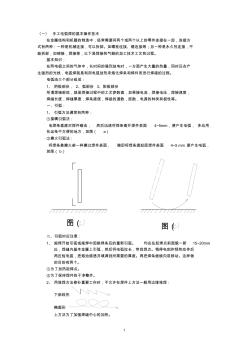
1 〈一〉 手工电弧焊的基本操作技术 在金属结构和机器的制造中,经常需要将两个或两个以上的零件连接在一起,连接方 式有两种:一种是机械连接,可以拆卸。如螺栓连接、键连接等;另一种是永久性连接,不 能拆卸,如铆接,焊接等,以下是焊接和气割的加工技术工艺和过程。 基本知识: 在两电极之间的气体中,长时间的强烈放电时,一方面产生大量的热量,同时还会产 生强烈的光线,电弧焊就是利用电弧放热来熔化焊条和焊件而进行焊接的过程。 电弧由三个部分组成: 1、 阴极部份, 2、弧部份 3、阳极部份 所谓焊接规范,就是焊接过程中的工艺参数值,如果接电流,焊接电压,焊接速度, 焊缝长度,焊缝厚度,焊条直径,焊接的道数,层数,电源的种类和极性等。 一、引弧: 1、 引弧方法通常有两种: ①接嘴引弧法: 电焊条垂直对焊件碰击, 然后迅速将焊条离开焊件表面 4~5mm,便产生电弧, 多应用 在运条不方便的地方,如图
 焊条电弧焊的基本操作技1
焊条电弧焊的基本操作技1
焊条电弧焊的基本操作技1
焊条电弧焊的基本操作技术 焊条电弧焊的基本操作技术摘要: 焊条电弧焊是在面罩下观察和进行操作的。由于视野不清,工作条件较差。因此要保证焊接质量,不仅 要求有较为熟练的操作技术,还应注意力高度集中。初学者练习时应注意:电流要合适,焊条要对正,电 弧要短,焊速不要快,力求均匀。 焊接前,应把工件接头两侧 20mm 范围内的表面清理干净 (消除铁锈、油污、水分 ),并使焊条芯的端 部金属外露,以便进行短路引弧。引弧方法有敲击法和摩擦法两种;其中摩擦法比较容易掌握,适宜于初 学者引弧操作。 1.引弧 (1)划擦法 ---先将焊条对准焊件,再将焊条像划火柴似的在焊件表面轻轻划擦,引燃电弧,然后迅速将 焊条提起 2-4mm ,并使之稳定燃烧, (2)敲击法 ---将焊条末端对准焊件,然后手腕下弯,使焊条轻微碰一下焊件,再迅速将焊条提起 2~4mm ,引燃电弧后手腕放平,使电弧保持稳定燃烧。这种引弧方法