电磁搅拌文献

 金属熔体电磁搅拌电磁-热-流体耦合场三维数值模拟
金属熔体电磁搅拌电磁-热-流体耦合场三维数值模拟
金属熔体电磁搅拌电磁-热-流体耦合场三维数值模拟
为优化电磁搅拌工艺,建立了电磁搅拌过程的电磁-热-流体耦合场数学模型,并用ANSYS软件进行了三维数值模拟。结果表明,电磁搅拌时坩埚内浆料中磁感应强度、速度场以及温度场均呈三维分布,浆料顶部中心区域的速度分布揭示了增强颗粒进入浆料的动力学条件,而浆料内的循环流以及坩埚壁附近的剪切流可使初生相、增强颗粒与流体之间产生摩擦、剪切和碰撞,为得到球状晶和实现增强颗粒的复合创造了条件。温度场计算结果表明,在制定搅拌工艺时,应根据合金的两相区大小和增强颗粒加入量等,使冷却速度和搅拌时间相匹配。电磁搅拌可使温度分布均匀,扩大等温区,有利于晶核的形成及按等轴晶方式长大,为得到半固态组织创造了条件.
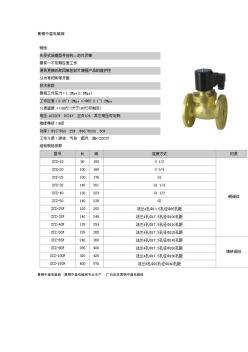 黄铜中温电磁阀,中温电磁阀,拜顿中温电磁阀,黄铜中温电磁阀厂家,黄铜中温电磁阀销售,电磁阀认购,拜顿电磁阀
黄铜中温电磁阀,中温电磁阀,拜顿中温电磁阀,黄铜中温电磁阀厂家,黄铜中温电磁阀销售,电磁阀认购,拜顿电磁阀
黄铜中温电磁阀,中温电磁阀,拜顿中温电磁阀,黄铜中温电磁阀厂家,黄铜中温电磁阀销售,电磁阀认购,拜顿电磁阀
黄铜中温电磁阀 黄铜中温电磁阀 |黄铜中温电磁阀专业生产 |厂价批发黄铜中温电磁阀



