电弧电压文献

 消除网路电压波动对CO_2焊电弧电压影响的控制
消除网路电压波动对CO_2焊电弧电压影响的控制
消除网路电压波动对CO_2焊电弧电压影响的控制
介绍了一种利用 80C196KC数字单片机通过所编制软件方式实现的模糊控制系统。该系统可以在焊接过程中消除网路电压波动对 CO2短路过渡焊电弧电压的影响,达到稳定短路过渡频率的目的。
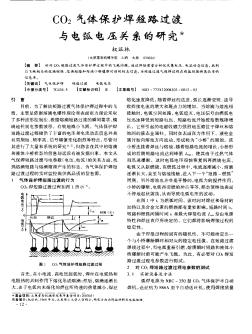 CO2气体保护焊短路过渡与电弧电压关系的研究
CO2气体保护焊短路过渡与电弧电压关系的研究
CO2气体保护焊短路过渡与电弧电压关系的研究
CO2气体保护焊短路过渡与电弧电压关系的研究——针对CO:短路过渡气体保护焊过程中的飞溅问题,通过焊接质量分析仪采集电压、电流动态信息,找到与飞溅相关的熔滴缩颈、熔滴短路和熔滴小桥爆断时刻的标志信息,为短路过渡气保焊过程在线监控提供高品质的信息源...