电渣焊
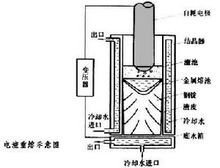
电渣焊是利用电流通过熔渣所产生的电阻热作为热源,将填充金属和母材熔化,凝固后形成金属原子间牢固连接。在开始焊接时,使焊丝与起焊槽短路起弧,不断加入少量固体焊剂,利用电弧的热量使之熔化,形成液态熔渣,待熔渣达到一定深度时,增加焊丝的送进速度,并降低电压,使焊丝插入渣池,电弧熄灭,从而转入电渣焊焊接过程。
电渣焊主要有熔嘴电渣焊、非熔嘴电渣焊、丝极电渣焊、板极电渣焊等。
它的缺点是输入的热量大,接头在高温下停留时间长、焊缝附近容易过热,焊缝金属呈粗大结晶的铸态组织,冲击韧性低,焊件在焊后一般需要进行正火和回火热处理。
-