选择特殊符号
选择搜索类型
请输入搜索

电渣焊对焊接电源的基本要求如下。
1.保持稳定的电渣过程。焊接过程中,不应出现电弧放电过程或电渣、电弧混合过程,否则将破坏正常的焊接工艺参数,电渣电源应选平特性电源(其空载电压低和感抗小)。
2.维持焊接电流电压稳定不变。电渣焊时,焊丝等速送进,渣池中的电流-电压特性为上升曲线,因此当网络电压发生变化送丝速度变化时,具有平特性的焊接电源所引起的焊接电流电压变化小,自身调节作用强。
3.电渣焊要求有足够的功率,空载电压较低,还具有平特性的焊接电源。通常电渣焊均采用交流电源,其型号有BP1-3×1000和BP1-3×3000(具有平特性的弧焊变压器),若没有平特性的焊接电源,也可暂用有下特性的弧焊电源代替。
在制造业中,电渣焊过程用于厚板拼接,炼钢厂高炉的垂直焊接,大型铸件、锻件的焊接,小管电渣焊机主要用于建筑钢结构隔板的焊接,法兰的焊接。在压水堆核电站中,最核心的反应压力容器(RPV,低碳合金钢)中的不锈钢内衬为板极电渣焊堆焊。
目前的重要问题制造
20世纪70年代,在调查、研究能够提高焊接速度的方法时,很多的人对电渣焊表示出了兴趣。它被看成是提高生产率的重要参数和减少线能量以改善热影响区和焊接金属冲击特性的方法。 但是从那时起,电渣焊的发展只取得了很小的成效。这些发展都局限在某些特殊应用的参数调整和裁剪技术上。
该过程的主要优点是:
☆完成接缝的速度,一般是1m接缝/小时,不考虑厚度;
☆无角形变;
☆边角形变被限制在3mm /m焊缝;
☆形成高质量的焊缝;
☆简单的接头准备,如火焰切割直角边缘;
☆通过切割所有焊缝和重复焊接可方便地进行大型的修理。
电渣焊的焊接过程都比较长,因为它的线能量会产生粗大的焊接金属颗粒,热影响区会导致差的断裂韧性出现。焊后需热处理或者是在焊接过程中添加特殊的金属元素,才能改善韧性、细化晶体,应使用专用的超声波无损检测设备检测。
我建议选择航嘉和大水牛,,我之前用过,我父亲说这两个还不错,希望能给你帮助
逆变电焊机主要是逆变器产生的逆变式弧焊电源,又称弧焊逆变器,是一种新型的焊接电源。是将工频(50Hz)交流电,先经整流器整流和滤波变成直流,再通过大功率开关电子元件(晶闸管SCR、晶体管GTR、场效应...
方法:1.先将焊接器通电预热。2.当焊接器热到能够融化锡丝的时候,取下焊接器,将锡丝融化到焊接器上。3.将细电线点在断了线的地方。然后同时将沾有融化了的锡丝的焊接器点。4.这时,锡就会顺着铁丝向下滑到...

 电流控制双PWM焊接电源研究
电流控制双PWM焊接电源研究
电流控制双PWM焊接电源研究
电网污染已经越发得引起人们的重视,随着相关谐波限制标准的出台和推广应用,用逆变焊机进行功率因数校正进行抑制谐波已经成为发展潮流,所以本文从双PWM焊接电源的工作原理出发,对构建其仿真模型及波形试验进行了分析。
电流控制双PwM焊接电源研究
电流控制双PwM焊接电源研究
电网污染已经越发得引起人们的重视,随着相关谐波限制标准的出台和推广应用,用逆变焊机进行功率因数校正进行抑制谐波已经成为发展潮流,所以本文从双PwM焊接电源的工作原理出发,对构建其仿真模型及波形试验进行了分析。
丝极电渣焊机是采用焊丝为电极,焊丝通过非消耗的电渣焊枪和导电嘴送入渣池的电渣焊设备。主要用于钢结构垂直焊缝的高效焊接,同样也适用于箱型柱和箱型梁隔板的焊接。
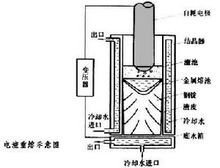
电渣焊枪在非溶嘴式电渣焊机和丝极电渣焊都会用到。焊枪安装在焊接孔口内并固定,随着焊接的进行,焊枪随着提升装置自动向上或者向下移动,同时在焊接时由摆动装置控制在孔口内摆动。从而焊丝端部与熔池之间的距离保持一定水平,使实际焊接电流与预先设置的电流始终保持一致。焊枪外接水电缆连接冷却水箱,从而在焊接时水冷却焊枪温度,提高焊枪使用寿命。焊枪外表面裹有耐高温保护管起保护作用可以循环更换使用。2100433B
(电渣焊也被称为“盲焊”。电渣焊法是前苏联巴顿研究实验室发明的,是用来垂直焊接厚板的一种专门技术。电渣焊主要包括熔嘴电渣焊、非熔嘴电渣焊、丝极电渣焊、板极电渣焊等。)以下先就电渣焊做以简单说明。