镦粗定义文献

 深基坑定义
深基坑定义
深基坑定义
深基坑 基坑工程简介: 基坑工程主要包括基坑支护体系设计与施工和土方开挖,是一项综合 性很强的系统工程。它要求岩土工程和结构工程技术人员密切配合。基坑 支护体系是临时结构,在地下工程施工完成后就不再需要。 基坑工程具有以下特点: 1)基坑支护体系是临时结构,安全储备较小,具有较大的风险性。基 坑工程施工过程中应进行监测,并应有应急措施。在施工过程中一旦出现 险情,需要及时抢救。 2)基坑工程具有很强的区域性。如软粘土地基、黄土地基等工程地质 和水文地质条件不同的地基中基坑工程差异性很大。同一城市不同区域也 有差异。基坑工程的支护体系设计与施工和土方开挖都要因地制宜,根据 本地情况进行,外地的经验可以借鉴,但不能简单搬用。 3)基坑工程具有很强的个性。基坑工程的支护体系设计与施工和土方 开挖不仅与工程地质水文地质条件有关,还与基坑相邻建(构)筑物和地 下管线的位置、抵御变形的能力、重要性,以
 图形的定义
图形的定义
图形的定义
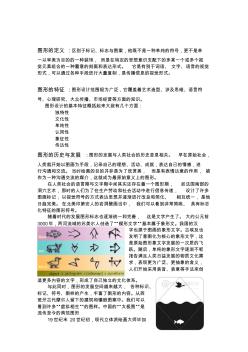
图形的定义 :区别于标记、标志与图案,他既不是一种单纯的符号,更不是单 一以审美为目的的一种装饰, 而是在特定的思想意识支配下的多某一个或多个视 觉元素组合的一种蓄意的刻画和表达形式。 它是有别于词语、 文字、语言的视觉 形式,可以通过各种手段进行大量复制,是传播信息的视觉形式。 图形的特征 :图形设计范围极为广泛,它覆盖着艺术造型、涉及思维、语言符 号、心理研究、大众传播、市场经营等方面的知识。 图形设计的基本特征概括起来大致有几个方面: 独特性 文化性 单纯性 认同性 象征性 传达性 图形的历史与发展 :图形的发展与人类社会的历史息息相关。 早在原始社会, 人类就开始以图画为手段,记录自己的理想、活动、成就,表达自己的情感,进 行沟通和交流。 当时绘画的目的并非是为了欣赏美, 而是有表情达意的作用, 被 作为一种沟通交流的媒介,这就成为最原始意义上的图形。 在人类社会的语言期与文字期中