二氧化碳气体保护焊技术快速入门
- 《二氧化碳气体保护焊技术快速入门》是2011年7月14日上海科学技术出版社出版的图书,作者是邱言龙。该书采用图解形式,把焊接技术和操作技能通过图表的方式——解析,借助大量实习操作和工程技术图片,使复杂问题简单化,更加方便读者理解和掌握焊接技术与操作的技能技巧。
-

选择特殊符号
选择搜索类型
请输入搜索
《二氧化碳气体保护焊技术快速入门》分7章,主要内容包括二氧化碳气体保护焊基础知识、二氧化碳气体保护焊焊接材料、二氧化碳气体保护焊设备、二氧化碳气体保护焊焊接工艺、二氧化碳气体保护焊通用焊接技术、焊接应力与变形和焊工安全知识等内容。
《二氧化碳气体保护焊技术快速入门》力求简明扼要,不过于追求系统及理论的深度,突出“快速入门”的特点,且从应用标准、名词术语、计量单位等各方面贯穿着一个“新”字,以便于工人尽快与现代工业化生产接轨,适应未来机械工业发展的需要。
《二氧化碳气体保护焊技术快速入门》文句简洁明了、浅显易懂,内容丰富,简明实用,可作为焊工的自学用书,也可供再就业部门对下岗、求职工人进行转岗、上岗再就业培训使用,还可供进城务工的农民工学习参考。
第一章 二氧化碳气体保护焊基础知识
第一节 CO2气体保护焊的工作原理及特点
一、气体保护焊的定义
二、气体保护焊的特点
三、CO2气体保护焊的工作原理
四、CO2气体保护焊的工作特点
第二节 CO2气体保护焊电弧与熔滴过渡
一、CO2气体保护焊电弧
二、CO2气体保护焊熔滴过渡
三、改善CO2气体保护焊熔滴过渡的途径
第三节 CO2气体保护焊的分类
一、混合气体保护焊
二、气电立焊
三、CO2气体保护电弧点焊
四、实芯焊丝CO2气体保护焊
五、药芯焊丝CO2气体保护焊
第二章 二氧化碳气体保护焊焊接材料
第一节 保护气体
一、CO2气体
二、其他气体
第二节 焊丝
一、焊丝的分类
二、焊丝的型号与牌号
三、实芯焊丝
四、药芯焊丝
五、焊丝的选用
六、焊丝的储存与保管
第三章 二氧化碳气体保护焊设备
第一节 CO2气体保护焊对设备的要求
一、综合工艺性能
二、良好的使用性能
三、提高焊接过程稳定性的途径
第二节 CO2气体保护焊设备
一、焊接电源
二、供气系统
三、送丝系统
四、焊枪
五、控制系统
第三节 焊机
一、焊机的型号及发展趋势
二、焊机的安装
三、焊机的使用与调整
四、焊机的维护
第四章 二氧化碳气体保护焊焊接工艺
第一节 焊接接头
一、焊接接头的特点
二、焊接接头的形式及焊接位置
三、焊缝符号的表示方法
第二节 常用坡口形式
一、坡口形式
二、坡口加工方法
三、定位焊缝
第三节 CO2气体保护焊焊接工艺参数
一、焊丝直径
二、焊接电流
三、电弧电压
四、焊接速度
五、焊丝伸出长度
六、电源极性
七、气体流量
八、焊枪倾角
九、电弧对中位置
十、喷嘴高度
第四节 CO2气体保护焊基本操作技术
一、操作注意事项
二、基本操作技术
第五节 CO2气体保护焊常见缺陷和故障
一、操作缺陷
二、设备故障
第五章 二氧化碳气体保护焊通用焊接技术
第一节 板对接平焊
一、平敷焊
二、平板对接平焊
三、平板对接立焊
四、平板对接横焊
五、平板对接仰焊
第二节 管板焊接
一、插入式管板对接焊
二、骑座式管板对接焊
第三节 管子对接
一、小径管水平转动对接焊
二、小径管水平固定全位置焊
三、大径管水平转动对接焊
四、大径管水平固定全位置焊
第六章 焊接应力与变形
第一节 概述
一、焊接应力与变形的危害性
二、焊接应力与变形产生的原因
三、焊接应力与变形的影响因素
第二节 焊接应力
一、内应力及焊接应力
二、焊接残余应力的调节
三、焊后消除内应力的方法
第三节 焊接变形
一、焊接变形的种类
二、焊接变形的控制与矫正
第七章 焊工安全知识
第一节 安全用电及个人防护
一、安全用电
二、个人防护
三、触电事故的处理
四、现场心肺复苏
第二节 防火、防爆及防弧光辐射
一、有害气体和焊接烟尘
二、防火、防爆
三、防弧光辐射
第三节 特殊环境焊接的安全知识
一、容器内的焊接
二、高空作业焊接
三、露天或野外作业焊接 2100433B
书 名: 二氧化碳气体保护焊技术快速入门
作 者:邱言龙
出版社: 上海科学技术出版社
出版时间: 2011年7月14日
ISBN: 9787547807491
开本: 16开
定价: 21.00元
1:明弧操作。施焊部位可见度好。便于焊缝对中。 2:焊接成本低。C02气体价格便宜,综合焊接成本是焊条手弧焊;自动埋弧焊的40%左右。 3:焊接电流密度大。焊丝熔敷效率高;...
CO2气体保护焊机操作规程 CO2气体保护焊机操作规程 1、操作者必须持电焊操作证上岗。 2、打开配电箱开关,电源开关置于“开”的位置,供气开关置于“检查”位置。 3、打开气瓶盖,将流量调节旋...

 二氧化碳气体保护焊
二氧化碳气体保护焊
二氧化碳气体保护焊
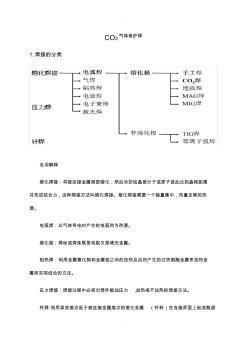
. . CO2气体保护焊 1.焊接的分类 名词解释 熔化焊接:将被连接金属局部熔化,然后冷却结晶使分子或原子彼此达到晶格距离 并形成结合力,这种焊接方法叫熔化焊接。熔化焊接需要一个能量集中,热量足够的热 源。 电弧焊:以气体导电时产生的电弧热为热源。 熔化极:焊丝或焊条既是电极又是填充金属。 铝热焊:利用金属氧化物和金属铝之间的放热反应所产生的过热熔融金属来加热金 属而实现结合的方法。 压力焊接:焊接过程中必须对焊件施加压力 ,加热或不加热的焊接方法。 钎焊 :利用某些熔点低于被连接金属熔点的熔化金属 (钎料)在连接界面上起流散浸 . . 润作用,然后冷却形成结合力。 2.熔化焊接的主要特征 焊接部位必须采取有效的隔离空气保护,使焊接部位不能和空气接触,以免造成焊 道的成分和性能不良,保护方式有三种:气相、渣相、真空。 熔化焊接的保护方式 保护类型 材料及设施 适用范围 气相保护 气体 C
《埋弧焊技术快速入门》采用图解形式,把焊接技术和操作技能通过图表的方式一一解析,借助大量实习操作和工程技术图片,使复杂问题简单化,更加方便读者理解和掌握焊接技术和操作的技能技巧。本书力求扼要,不过于追求系统及理论的深度,突出快速入门的特点,且从应用标准、名词术语、计量单位等各方面贯穿着一个新字,以便工人尽快与现代工业化生产接轨,适应未来机械工业发展的需要。
《埋弧焊技术快速入门》文句简洁明了、浅显易懂,内容丰富,简明实用,可供焊工自学,也可供再就业部门对下岗、求职工人进行转岗、上岗再就业培训使用。
《图解铣工技术快速入门》全书以相应职业(工种)国家职业技能鉴定的岗位要求为依据,突出“简而精”、“短而快”、“易而浅”的特点,可帮助青年工人自学及上岗、转岗再就业人员快速掌握一技之长,也可供职业技术培训学校或培训班作为教学参考用书。
《气焊与气割技术快速入门》主要内容包括金属材料及其热处理知识,焊工作业基础知识,气焊、气割基础知识,气焊、气割工具及设备,气焊、气割工艺及操作技术,气焊、气割常见缺陷及故障排除方法,焊工文明生产与安全保护。书中采用图表的形式,把焊接技术和操作技能通过简单明了的方法一一解析,借助大量实习操作和工程技术图片,使复杂问题简单化,更加方便刚入门读者快速理解和掌握焊接技术和操作的技能技巧。
《气焊与气割技术快速入门》图文并茂、浅显易懂,既便于焊工自学,又可供再就业部门对下岗、求职工人进行转岗、上岗再就业培训使用,还可供进城务工的农民工学习参考。