浮法玻璃工艺手册
- 《浮法玻璃工艺手册》是2013年8月1日化学工业出版社出版的图书,作者是刘志海、李超。
-

选择特殊符号
选择搜索类型
请输入搜索
浮法玻璃生产的工艺流程是在通入保护气体 的锡槽中完成的,具体操作如下: 熔融玻璃从池窑中连续流入并漂浮在相对密度大的锡液表面上,在重力和表面张力的作用下 ...
浮法玻璃:浮法玻璃是我国上世纪70年代末,由洛阳玻璃厂率先引进英国皇家浮法玻璃生产线。它是在锡槽里,玻璃浮在锡液的表面上出来的。因此,这种玻璃首先是平度好,没有水波纹。用于制镜、汽车玻璃。不发脸,不走...
浮法生产的成型过程是在通入保护气体的锡槽中完成的。浮法玻璃应用广泛,分为着色玻璃、浮法银镜、浮法玻璃/汽车挡风级、浮法玻璃/各类深加工级、浮法玻璃/扫描仪级、浮法玻璃/镀膜级、浮法玻璃/制镜级。其中超...

 超白浮法玻璃工艺
超白浮法玻璃工艺
超白浮法玻璃工艺
生产技术工艺概述 (一)、超白玻璃生产工艺技术采用浮法玻璃生产技术 1、超白玻璃的特性 超白玻璃是一种高透过率的低铁玻璃,透过率在 91%以上,含铁量低于 120ppm,也称 低铁玻璃, 是一种高品质、 多功能的新型高档玻璃。 目前超白玻璃最重要的市场是高档建筑 物及其装饰,今后超白玻璃的主要市场将是薄膜太阳能电池。 和普通浮法玻璃相比,超白浮法玻璃生产工艺难度较高,主要体现在两个地方:一是 玻璃中铁的含量控制困难; 二是在原料熔化过程中, 产生的气泡难于消除。 目前世界上主要 供应商有日本旭硝子、板硝子、美国 PPG、法国圣戈班、英国皮尔金顿等;国内供应厂家有 限,目前仅金晶科技(引进 PPG技术)形成大批量生产能力,可以稳定供货。南玻、信义和 中航三鑫刚开始生产供货,但开发的技术还不够成熟,质量和供货能力均不稳定。 2、超白浮法玻璃生产工艺 超白浮法玻璃生产线主要由原料配料系统、 玻璃
 洛阳浮法玻璃工艺深受欧洲客户好评
洛阳浮法玻璃工艺深受欧洲客户好评
洛阳浮法玻璃工艺深受欧洲客户好评
河南洛阳浮法玻璃公司设计施工阿尔及利亚赛维塔公司浮法玻璃生产线,达到欧洲先进质量标准,标志着洛阳浮法玻璃实物质量达到世界先进水平
1
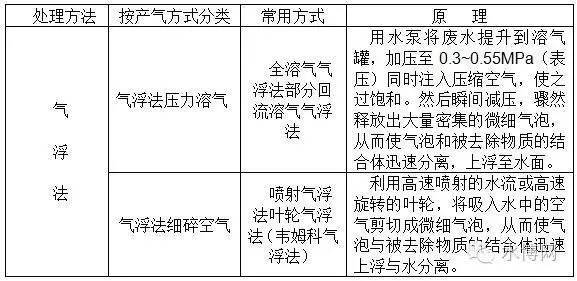
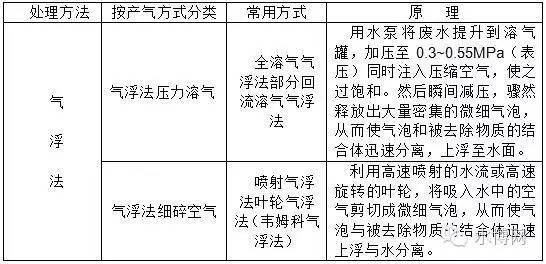
气浮法分类及原理
2
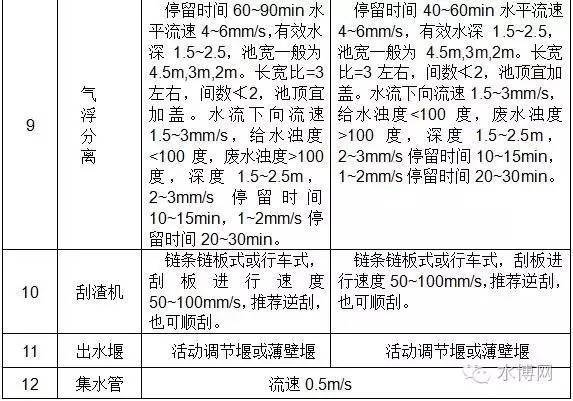
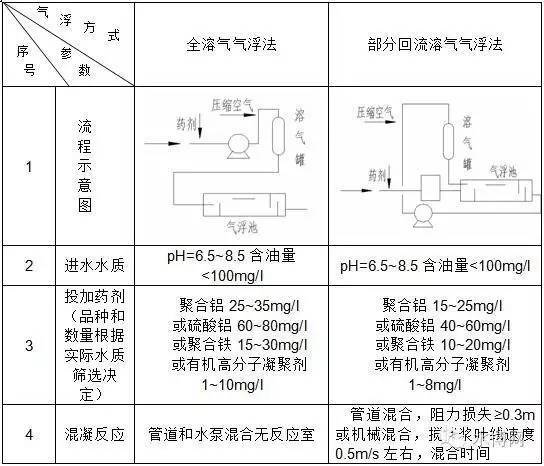
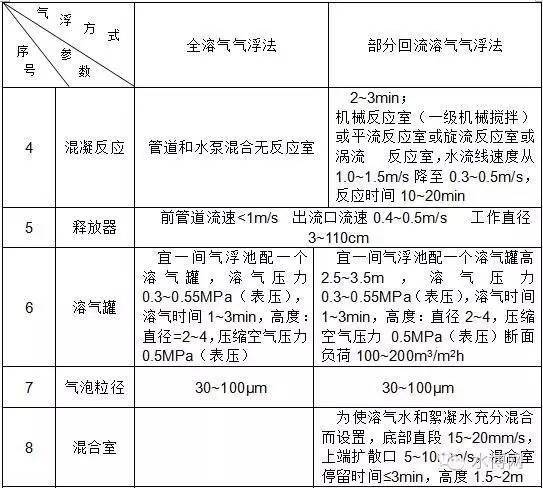
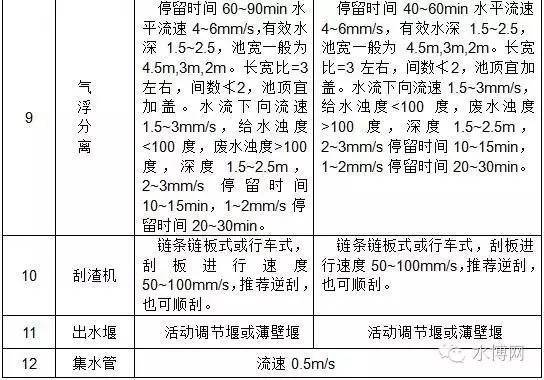
气浮法设计参数


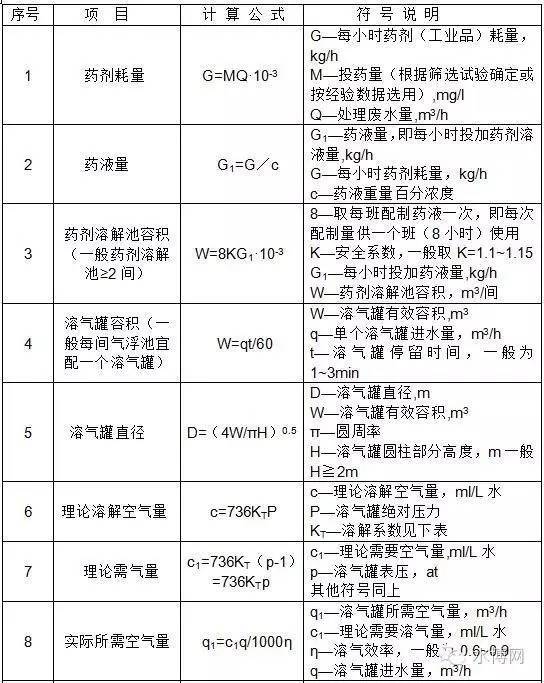
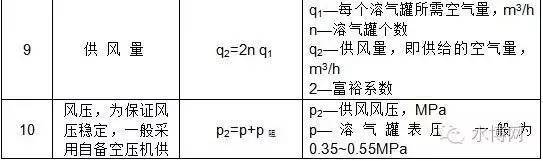
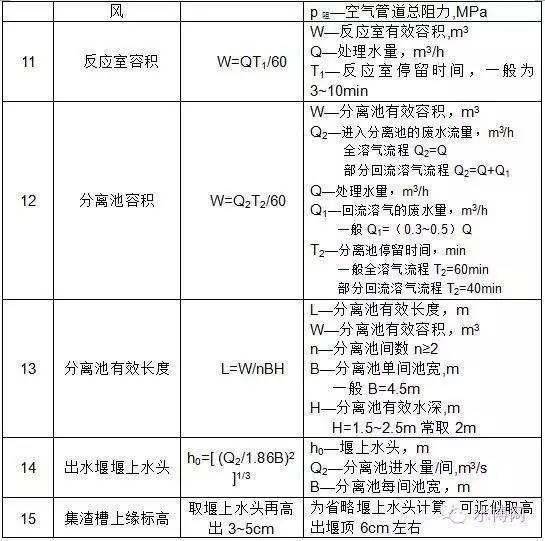
3
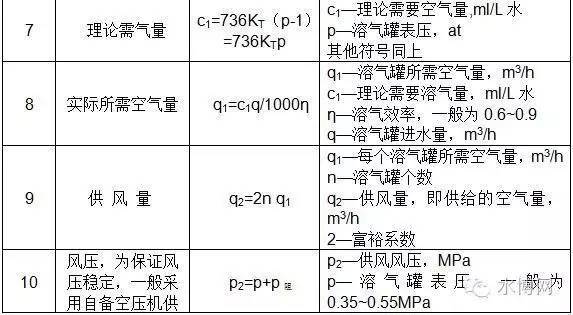
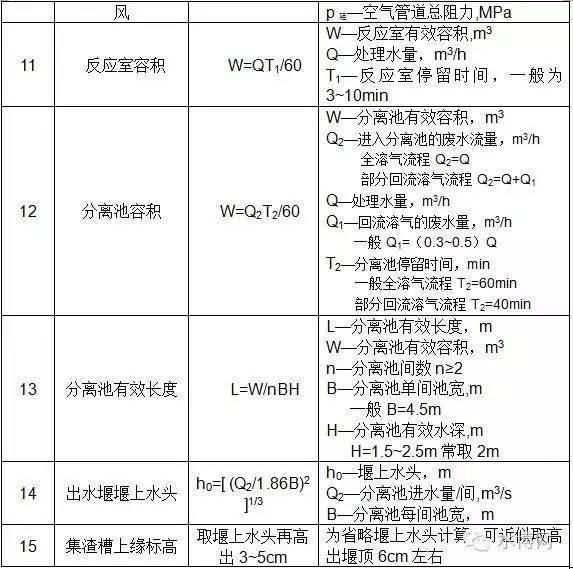
气浮法设计计算

4
不同温度下的KT值和736KT值
◆◆◆
例:2×75m3 / h气浮池
气浮池设置在絮凝池侧旁,沉淀池上方。气浮类型较多,有全部压力溶气气浮、分散空气气浮、电解凝聚气浮、内循环射流气浮等,这里选择适用于城镇给水处理的部分回流压力溶气气浮。
气浮适用于含藻类及有机杂质、水温较低、常年浊度低于100NTU的原水;它依靠微气泡粘附絮粒,实现絮粒强制性上浮,达到固、液分离,由于气泡的重度远小于水,浮力很大,促使絮粒迅速上浮,提高固、液分离速度。气浮依靠无数微气泡去粘附絮粒,对絮粒的重度、大小要求不高,能减少絮凝时间,节约混凝剂量;带气絮粒与水的分离速度快,单位面积产水量高,池容及占地减少,造价降低;气泡捕足絮粒的机率很高,跑矾花现象很少,有利于后级滤池延长冲洗周期,节约水耗;排渣方便,浮渣含水率低,耗水量小;池深浅,构造简单,可随时开、停,而不影响出水水质,管理方便。
●结构尺寸:
取回流比R=20%,气浮池处理水量:Q3=(1+R)Q2=1.2×75=90m3/h
接触区底部上升段纵截面为矩形,上升流速10~20mm/s,取UJ1=18mm/s=64.8m/h
接触区底部通水平面面积:FJ1=90/64.8=1.389≈1.4m2
接触区宽与絮凝池相同,B=2m,接触区底部平面池长方向尺寸:LJ1=1.4/2=0.7m
接触区上端扩散段纵截面为倒直角梯形,出口流速5~10mm/s,取UJ2=7.5mm/s=27m/h
接触区上端扩散出口通水平面面积:FJ2=90/27=3.333m2
接触区宽与絮凝池相同,B=2m,接触区上端扩散出口平面池长方向尺寸:
LJ2=3.333/2=1.6665≈1.7m
扩散段水平倾角α=35°,扩散段高:hK=(1.7-0.7)tan35°=0.7m
扩散段容积:VK=〔(1.7+0.7)/2〕×0.7×2=1.68m3
接触区停留时间需大于60s,取tJ=90s=1.5min,接触区容积:VJ=90×1.5/60=2.25m3
接触区底部上升段高:hD=(VJ-VK)/FJ1=(2.25-1.68)/1.4=0.4m
分离区清水下降流速1.5~2.5mm,取U3=2.5mm/s=9m/h
分离区平面面积:FF=Q3/U3=90/9=10m2
分离区平面池长方向尺寸:LF=10/2=5m(<沉淀池长5.5m)
气浮池长度方向尺寸:L=5.5m
取分离区液深hY=1.5m,分离区容积:VF=5.5×2×1.5=16.5m3
分离区清水下降时间:tF=hY/U3=1.5/9=0.167h=10min
取分离区安全超高hA=0.5m,气浮池高HF=1.5+0.5=2m
复核分离停留时间:tF′=VF /Q3=16.5/90=0.183h=11min,满足停留10~15min的要求,并能满足清水到达池底所需时间。
●溶气泵:
溶气水量即回流水量,QR=RQ3=0.2×75=15m3/h,溶气压力P≈0.45MPa
溶气泵选用不锈钢离心泵,数量3台,2用1备;型号:DFHW50-200/2/5.5,流量:8.8~12.5~16.3m3/h,扬程:51~50~48.5m,电机功率:5.5Kw,外形尺寸:长×宽×高=602×400×425mm
●空压机:
水中空气溶解量与温度和压力有关,水温20°C,压力0.1MPa(1bar)时空气在水中的饱和溶解度CK=0.0187L气/L水,溶气效率与溶气罐结构、气液传质填料、溶气压力和时间有关。溶气罐进水压力(表压)P=0.4MPa=4bar≈4Kg/cm2;水温变化校正系数一般为1.1~1.3,取校正系数m=1.2;安全和空压机效率系数一般为1.2~1.5,取效率系数k=1.5。
气浮所需压缩空气量:QK2=mCKPQR=1.2×0.0187×4.5×15=1.515m3/h
空压机额定排气量:QP=kQK/60=1.5×1.515/60=0.038m3/min
选用无油空气压缩机,数量3台,2用1备;型号:ZW0.05/7,排气量:0.05m3/min,排气压力:0.7MPa,电机功率:0.75Kw,外形尺寸:长×宽×高=825×368×651mm。
●溶气罐:
溶气罐采用具有高效溶气效率的喷淋填料式,数量2台,碳钢制作;溶气接触停留时间2~4min,取TR=2.5min,溶气罐容积:VR=QRTR/60=15×2.5/60=0.625m3
填料式溶气罐断面负荷一般为1000~2000m3/(m2d),即40~80m3/(m2h),取q=75m3/(m2h)
溶气罐直径:DR=〔4×(15/75)/3.1416〕0.5=0.5m
溶气罐有效高:h=0.625/(0.52×3.1416/4)=3.2m
气液传质填料选用溶气效率较高的塑料阶梯环,规格:φ25(米字内筋),尺寸:外径×高×壁厚=25×17.5×1mm,装填高1.3m,容积0.25m3。
溶气罐内设置浮球液位传感器,型号:UQK-02,数量2只,用于自动控制罐内最佳液位。溶气水制备采用强制内循环措施,溶气罐内达到高水位时,开始内循环,进气电磁阀和设在溶气罐循环管上的电磁阀同时开启,在正压作用下,设在溶气泵吸水管上的止回阀立刻关闭,清水暂停吸入,溶气罐内的溶气水除继续受溶气泵循环加压外,亦在水泵叶轮的高速搅拌作用下,使空气能更充分地溶解到水中,没有空气溶解不足的缺点。溶气罐内低水位时,进气电磁阀和溶气罐循环管上的电磁阀均关闭,溶气泵仍继续运行,这时吸水管路产生负压,止回阀开启,清水被吸入,此时依靠溶气罐内填料,使水与罐内足量空气长时间接触,使空气在水中的溶解仍很充分。正常水位时,进气、吸水同时进行。整个过程自动运行。
●溶气释放器:
溶气释放器选用TV-Ⅲ型,其特点是圆盘径向全方位释放,与含絮粒水的接触条件更佳,释放器受堵时,接通压缩空气,下盘体向下移动,增大盘间水流通道,使堵塞物排出。其作用直径80cm,溶气水0.4MPa时单个释放器出流量q1=5.9m3/h
释放器个数:n′=QR/q1=15/5.9=2.54个
溶气水0.3MPa时单个释放器出流量q2=5.2m3/h
释放器个数:n″=15/5.2=2.88个,取n=3个,N=6个
●刮渣机:
采用逆向刮渣,行车行走速度3~5m/min,数量2台;减速机型号:BWD11-71-0.55链条、链轮传动,电机功率:0.55Kw。
●其它:
扶梯、平台、阀门、瞬时流量计、水表等
●各项性能参数略(相关数据见计算结果)。
1
气浮法分类及原理
2
气浮法设计参数
3
气浮法设计计算
4
不同温度下的KT值和736KT值
目前国内能生产超薄玻璃的厂家有:洛玻集团龙门超薄浮法线、深圳南玻集团超薄浮法线、中国耀华超薄浮法线、浙玻集团超薄浮法线等。据媒体报道,洛玻集团龙门超薄浮法线已生产出0.7mm超薄玻璃,这是我国第一条拥有自主知识产权的超薄浮法玻璃生产线,其产品实物质量达到国际同等产品质量标准,标志着我国超薄玻璃工艺技术达到了世界先进水平。
近年来,平板显示器技术飞速发展,对超薄玻璃需求量与日俱增,据有关资料分析,目前国内对0.7mm~1.1 mm超薄玻璃年需求量约为5000万平方米,并以每年15%的速度递增。
国外生产超薄玻璃的公司有:美国康宁公司、英国皮尔金顿公司、日本旭硝子公司、日本电气硝子、板硝子公司等。长期以来,浮法超薄技术都被国外公司所控制,由于存在巨大市场需求,技术实行封锁,只卖产品不卖技术。随着世界平板显示技术的飞速发展,世界市场对超薄玻璃的需求巨大,据有关资料报道,目前国际市场对超薄玻璃的需求量以每年20%的速度递增。
