废气焚烧炉的环保功能文献

 废气焚烧炉集尘塔废渣回收改造
废气焚烧炉集尘塔废渣回收改造
废气焚烧炉集尘塔废渣回收改造
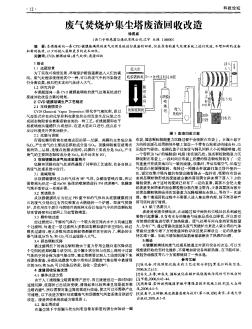
本课题面向一条CVD镀膜玻璃线的废气处理系统进行废渣的回收,仅在原有的废气处理系统上进行改造,不增加新的设备和新的热源,以少的投入获取更多的成本回收。
选择特殊符号
选择搜索类型
请输入搜索
当前覆铜板、层压板的生产是采用"湿法生产工艺",即先将树脂用有机溶剂配成胶液,再用上胶机对基材上胶、烘干。大量有机溶剂被挥发出来,它们与空气的混合物被称做废气。纸基覆铜板的生产是以苯酚和甲醛为原料,废气中还包含有一定量的苯酚和甲醛。这些废气若排入大气,就对环境造成严重污染,它严重影响人类的身体健康,有些有机废气还含有致癌物质,严重影响到人类的身体健康。
废气焚烧炉是防止有机溶剂挥发进入大气而造成环境污染的有效装置。如果在生产过程中,将这些废气收集起来,送入到废气焚烧炉中焚烧,将有机溶剂氧化分解成 H2O 和CO2后再进行排放,这样就不会污染环境了。保护环境的问题已经越来越受到社会各界人士的重视。多数覆铜板厂也都配置了废气焚烧炉来处理生产过程中产生的有机废气。有机物的彻底氧化分解的条件(包含苯酚等含苯环化合物)是氧化温度要达到760℃以上。因此,要使送入废气焚烧炉中的废气燃烧后排放的尾气不污染环境,废气焚烧炉的燃烧温度必须达到760℃。通常,废气焚烧炉是以柴油、重油或天然气为燃料。送入焚烧炉的废气在上述燃料的火焰中燃烧、氧化分解。能源短缺的问题已经日益突出,柴油、重油的价格急剧飚升,严重地影响产品的生产成本。
由于焚烧炉炉膛的温度越高,消耗的燃料就越多。有些工厂为了节省燃料,降低生产成本,采用低温燃烧办法,即炉膛温度低于 760℃(如700℃、甚至6 0 0 ℃以下)。造成有机溶剂或其它有害成分(如苯酚、甲醛等)不能彻底氧化分解。在焚烧炉排气烟囱上可以检测到上述有害成份超过国家规定指标。在离焚烧炉数百米范围内,可以闻到上述有机物质的气味及飘落物。因此,要保证上述产品生产中产生的废气不污染环境:
(1 )要建立废气焚烧炉或其它有机物回收处理装置;
(2 )废气焚烧炉炉膛焚烧温度必须达 760℃以上。
由于有机溶剂具有很高的热值,只要废气焚烧炉的设计和使用合理,就完全可以做到只燃烧废气,不需要消耗大量的燃料。对于已经在使用的废气焚烧炉,也可以把它改造到只燃烧废气,不需要消耗大量的燃料。
⑴本套设备中的焚烧炉是废气型内壁衬有耐火材料的炉子。改良式内壁多孔导气喷风系统,特殊的喷风嘴设计,使补氧风从不同角度喷入炉内,使焚烧更彻底。设计负压燃烧,不逆火,避免焚烧时有害气体的外泄,操作安全可靠。
⑵安全性高--启动前有不排掉易爆气体就不能点火之功能,以防气爆:设计有残烧定时装置,以确保炉内无残存的可爆气体,燃烧器带有光敏管检测,一旦发生熄火或点火失败,立刻快速自动切断油路,安全可靠。警报系统完备,整个运行系统在仪表监控下操作。
⑶运转成本低--由于采用此项技术,使设备简化,成本降低,易于维护保养。⑷无二次污染-采用多段送风系统,可降低燃烧过程中排放的NOX,为目前燃烧技术中降低NOX污染的最佳技术。
废气管路装配有蝶阀、阻火器等
3、燃烧装置由调压阀、稳压阀组成,选用进口件,连续运行时间长,效果好。 4、喷淋吸收塔
采用碱液喷淋经特殊喷嘴喷洒,废气体由塔底进入,气体分布后和塔内的填料与碱液逆流接触,有效的将残留气态的污染物进行洗涤,将净化的气体除沫后由塔顶排出。 5、烟囱
对气体起扩散作用,排放符合国家标准,烟囱加装采样孔、测温孔、本烟囱根据实际情况可增加相应的固定装置,确保其安全性和使用寿命。 6、温控系统
本系统通过对炉本体出口烟气温度传感器信号的采集及燃烧上下限温差的设定,既能显示各点温度以观测炉内燃烧情况,也能闭合调节燃烧的配给,使燃烧器在不同的温度条件下起动或关闭。 7、电控系统
包括电源指示、电源电压检知、警报系统、残烧定时装置、电磁阀的开关及自动与手动切换调节装置等,操作自动化程度高,安全性好。
废气焚烧炉有"直燃式"和"蓄热式"。所谓"直燃式"指仅烧掉废气,热量不回收。但覆铜板行业所使用的废气焚烧炉多数都将热量回收,用来给上胶机加热。实际上,"直燃式"和"蓄热式"的原理是相同的,其差异只是炉膛中有否蓄热材料的区分。
覆铜板行业所使用的废气焚烧炉的结构如下
废气焚烧炉由燃烧室、废气预热区、热量回收热交换器、排烟烟囟构成。
(1 )燃烧室的作用。通过燃烧机的火焰,将含有机物的废气氧化分解成对环境无害的H2O 和CO2。
(2 )废气预热区的作用。将废气先行预热,再进入燃烧室,以提高废气氧化分解效率。为了提高预热效果,有些焚烧炉设计了二个废气热交换器,第一个热交换器温度低于第二个热交换器,以更准确控制废气预热温度。当废气预热温度比较高时,废气可以在经第一热交换器以后就进入燃烧室。"蓄热式"废气焚烧炉和"直燃式"废气焚烧炉的最大区别是:"直燃式"废气焚烧炉的废气预热是通过热交换器来完成的;"蓄热式"废气焚烧炉的废气预热是通过蓄热材料(多数采用"蜂窝陶瓷")来完成的,废气的预热温度可以做得比较高。
(3 )热量回收热交换器作用。它将焚烧产生的热量回收,回送给用热装置(如上胶机或其它用热 装 置 )。
常用的热介质有空气和油。将新鲜空气(或油),经由风机(或泵)送到焚烧炉的热交换器,将空气(或油)加热一定温度以后,再送给用热设备。为了有效控制热风的温度,通常在热风管路上加一旁通管路(与新风管路相连),当送出热风温度太高时,旁通管路会自动打开,补入新鲜空气以调节热风温度。当以油为介质时,热油经用热装置后又回流到焚烧炉的热交换器,使油温维持在工艺要求的温度范围内。为了使热油的温度可控,燃烧室产生的热量分二路,一路直接流向热交换器,一路为旁通通道。当热油温度超过设定值时,过量的热从旁通通道排入烟囱。
对于上胶机,是将焚烧炉产生的热量通过热交换器回收,返回给上胶机加热,加热介质有上述的热风或热油。对于油漆工业,通常只是将废气烧掉,较少进行热量回收。
在设计废气焚烧炉时,最关键是要准确计算生产过程中产生的废气量,和准确计算焚烧炉的废气处理能力。它涉及到生产过程的安全性和焚烧炉的工作效率。
国内国外均发生过多宗上胶机及焚烧炉爆炸事故,这因为当废气中有机溶剂的含量达到某一局限值时,就有可能产生爆炸。为了防止上述状况发生,我国规定生产过程中废气浓度不能超过该物质允许的爆炸下限的25%。为此,上胶机及其它产生含有有机溶剂的废气的生产场所,均应安装"废气浓度检测与报警器"。并设定当废气浓度到达爆炸下限的 2 5 % 时,除了发出警报声外,并使生产过程自动停止,废气不再产生,而排废气风机则应继续运转,及时将废气排走,以防止爆炸事故的发生。
焚烧炉的处理能力一定要与在生产过程中所产生的废气量相匹配,因为过量的废气在焚烧炉中如果来不及燃烧,同样会发生爆炸事故。而如果焚烧炉设计过大,造成废气量不足,则将增大燃料的消耗。
焚烧炉的废气处理能力与焚烧炉的炉膛的容积、炉膛的结构、燃烧机的类型和能力、废气预热区的结构、废气风机的能力(风速、风量、管道直径)、排烟风机的能力(风速、风量、管道直径和尾气排放烟囱直径)相关。
对于有热量回收要求的焚烧炉,则要准确计算用热设备需求热量,计算热交换器的表面积和介质(空气或热油流速流量)。空气的流速、流量是由送风机的能力和管道直径决定的,热油的流速和流量是由泵的能力和油管直径决定的。
焚烧炉较常用的燃料有柴油、重油和天然气。当采用重油为燃料时,需有化油器,让重油保持液态。同时,要有过滤器,过滤去重油里的杂质,以防止堵住燃烧机的喷油嘴。在生产实践中,对于以重油为燃料的燃烧机,只采用一道过滤还不够,最好采用两道过滤,过滤网可以用80 目或100 目不锈钢网。燃烧机的点火机构有电子打火,点燃柴油或重油。对于这种点火形,有时会出现点不着火的情况。有许多厂家设计了先点燃石油气再引燃柴油或重油点火方式,这种点火装置着火效果较好。燃烧机的类型和能力选用相当重要,最好选用具有自动点火--小火--大火--熄火自动转换功能燃烧机。当焚烧炉冷炉点火时,需要很大热量,燃烧机应大量供油,而当设备处于稳定生产状态时,由于废气中的溶剂会辅助燃烧,此时燃烧机应小量供油,这样才能达到冷炉点火时,焚烧炉能快速升温,而当生产进入稳定状态时,由于燃烧机能自动转到小量供油状态,才能达到节约油耗,节约能源的目的。
但是,蓄热式焚烧炉的造价比较昂贵,许多中小型企业接受不了。
建议咨询浙江环泰环保设备公司,专业做RTO项目的
。。。焚烧主要符合排放标准,建设位置符合消防要求。另外收集、运送、堆放也要符合规范。。。
你是室式的还是旋转式的。
废气焚烧炉,是利用辅助燃料燃烧所发生热量,把可燃的有害气体的温度提高到反应温度,从而发生氧化分解。废气焚烧炉,适用于喷涂和烘干设备的废气处理,及石油化工、医药等行业散发的有害气体净化。对有机废气中含水溶性或粘性物质及高分子物质的气体净化更显示出其优点。满足环保和劳动保护要求,同时增加换热设备,达到余热回用、节省能源的目的 。
焚烧炉是一个内壁衬有高铝质耐火材料的炉子,四周设计有补氧风孔,可以使废气更好的与空气接触,柴油贮槽内的轻柴油,通过管路输送到燃烧器,由自动点火系统点燃,开启废气输送系统,废气经过烧咀燃烧,使其迅速发生氧化反应,焚烧按照三T原则(温度、时间、涡流)设计,废气进入焚烧炉后,燃烧火焰以2-3米/秒的速度沿炉本体主燃烧筒旋转,并以2-3米/秒的速度沿炉体做轴向运动,大大延长了废气在高温火焰区的停留时间,强压空气速度2-3米/秒组成交织的密闭火力网,使火焰涡流得以充分燃烧,再经喷淋吸收塔去除烟气中的有毒有害成分,最后经烟囱排入大气中。
目前废气焚烧技术已经成熟,并且取得了良好的效益,但焚烧技术并非完善,通过近几年的发展,发现有以下几个鲜明的特点:
(1)废气焚烧技术的发展正趋向于完善化,随着废气处理新技术的广泛应用,焚烧设备结构不断改进,由于许多高新技术应用于焚烧系统,促使废气焚烧技术向高新技术发展。同时,应用先进的自控技术和科学新颖的外观设计,使废气焚烧技术趋于完善。
(2)焚烧技术正向着多功能方向发展。现代焚烧系统不仅具有处理废气的功能,还有发电、供电、供热、供气等多种功能。
(3)焚烧技术正向着资源利用率方向发展。利用焚烧产生的余热进行发电和生产过热蒸汽不仅可以解决用电和用气需求,还可以节约能源,实现能源再利用。同时,节约能源是国内外焚烧厂所追求的目标。如提高焚烧炉燃烧效率及余热锅炉的热回收率,减少排烟过程中的热量损失,从而提高能源的利用效率。
无论是"直燃式"焚烧炉,还是"蓄热式"焚烧炉,废气都是在炉膛中与燃烧机火焰共同燃烧的,燃烧机喷射出来的火焰形状类似椭圆体,直径较小而炉膛的体积很大,如瑞士C A T A C 公司立式上胶机所配套的圆柱体型废气焚烧炉,炉膛的直径有2m,而火焰的直径只有 300mm~500mm。火焰及火焰附近的温度较高,能够将废气完全氧化燃烧。由于炉膛较大,离火焰较远的废气,由于该处温度较低,废气就很难被完全氧化燃烧。尽管该公司设计了旋转式废气进入形式,意图让废气多接触火焰,但其效果有限,所以"直燃式"的能耗较大。
"蓄热式"焚烧炉中的蓄热室燃烧室分体式,燃烧机火焰在燃烧室中的燃烧状况和"直燃式"相似,所以这种焚烧炉,也很难达到只烧废气,不烧燃料 。
"蓄热式"焚烧炉中的蓄热室燃烧室一体式,其特点是将炉膛中燃油与废气共同燃烧时所产生的部分热量由蓄热体("蜂窝陶瓷")蓄存起来,它起到预热废气,使废气进入炉膛时氧化燃烧更彻,甚至可以直接引燃废气的作用,因此它明显节约燃油,节约能源。因此,在焚烧炉中增加蓄热体是焚烧炉节约能源的重要措施。在"直燃式"焚烧炉中增加蓄热体("蜂窝陶瓷")以后,如果炉膛中的温度足够高(如超7 6 0 ℃)并使蓄热体("蜂窝陶瓷")烧红。这时,蓄热体("蜂窝陶瓷")就形成第二火源。
(1 )增加焚烧炉和上胶机的安全设施 。
虽然上胶机已经安装了废气浓度检测与报警器,但为了防止"意外"的突发事故的发生。在上胶机和焚烧炉上均应安装当发生突发事故时的"泄压"措施,以保证不论何种情况,均不会发生爆炸事故(参见"废气焚烧炉的安全问题")。
(2 )降低焚烧炉燃油消耗措施。
本人改造多台焚烧炉的经验体会,降低焚烧炉油料消耗的要点是:
①需要对"直燃式焚烧炉"炉膛、风机、管路进行一些改造,使"直燃式焚烧炉"也具有蓄热功能,它可以适当延长废气在炉膛中的停留时间,由于有机溶剂具有很高的热值,只要有机溶剂能完全燃烧,就可以大幅度地降低油料消耗。
②适当提高炉膛温度,因为有机物完全氧化分解的温度要高于 760℃ ,只有有机物完全氧化分解了,才能降低油料消耗,同时也更充分保证尾气排放能完全达到国家标准。有些企业陷入这样的矛盾中:提高炉膛温度,油料消耗增加。这对于未改造过的焚烧炉的确如此,但改造过的焚烧炉就不会这样了。
③燃烧机的选用。焚烧炉的燃烧机应具有大火--熄火--自动点火--小火功能,即当焚烧炉炉膛温度到达设定值时,燃烧机应自动熄火,靠废气燃烧来维持炉膛温度。当废气浓度不足以维持炉膛恒定在某一高温值时,燃烧机应能自动点火,维持在小火状态,以维持炉膛温度在设定值。
焚烧炉是通过炉膛负压将炭化废气抽到高温的炉膛内!使其与氧气发生燃烧反应" 其主要工艺过程包括助燃风'柴油雾化!柴油燃烧'废气焚烧'换热冷却'主风机废气排放等步骤" 其启动过程可分为工艺状态确认'吹扫'小火'升温'运行等 5个步骤 。
柴油焚烧炉的状态确认包括供电'供油'雾化空气'助燃空气等部分组成" 点火过程中!小火的燃料为液化气#仪表保护气'自动控制阀采用压缩空气"
在焚烧炉运行程序之前,先确认以下内容。
(1)供油系统:通过压力开关!确认供油系统管路上压力已经可以满足雾化要求.
(2)雾化空气 :确 认用于雾化的压缩空气阀门已经开启,并通过减压阀进行自动调节!由高压风机使雾化室的压力达到工艺要求。
(3)液化气:通过液化气压力开关,确认液化气压力满足点火要求。
(4)仪表保护气:打开气体入口阀,通过液化气压力开关!确认火焰检测器'火焰观察窗'自动阀行程等位置的保护压力。
点火前程序强制吹扫过程为3-5min确保炉膛内部的可燃气体低于爆炸极限!吹扫时主风机开启!将炉膛内部的空气排出%同时助燃风机开启!向炉膛内补充新鲜空气.
吹扫完成后!液化气管路电磁阀打开动作和火花塞产生电火花同步进行!液化气在助燃物空气和火源电火花共同作用下.液化气开始燃烧!产生蓝色小团火焰!称之为小火。
当火焰检测器检测到小火火焰后,打开柴油管路上电磁阀! 自动调节柴油和助燃风调节阀,柴油和助燃风按设定的比例进入雾化室,雾化过后的柴油与助燃风混合。在小火的作用下被点燃,成红色大团主火焰) 在大火点燃后,按照一定的比例同时调节柴油和助燃风的调节阀,使炉膛温度升至设定温度。
工艺故障主要包括小火不着' 主火焰不着'运行中主火焰熄灭以及主火焰异常等情况,发生在不同阶段则会产生不同的报警信号。
1、未检测到火焰
未检测到火焰是启动过程中最常见的故障之一,一般只出现在小火阶段,通常表现形式有两种"没有火焰和有火焰未检测到。根据着火三要素,未能点着火焰判断为某一要素缺失或未能达到以下条件。可燃物"在小火阶段可燃物为液化气,在该阶段!可燃物不足最常见的原因有液化气供气量不足!具体表现为液化气管路上压力表显示数值较低,液化气压力低于时,将无法正常点火!只需提高液化气压力即可解决。液化气管线漏气!通常出现在液化气管接口处,通过闻异味或听到漏气的声音,用肥皂水进行测试,对出现的漏点进行处理。
点火后,已出现小火,但未能检测到火焰通常有以下几种原因:火焰检测口有异物!导致火焰监测器无法检测到内部的火焰。火焰方向发生偏转,不在火焰监测器的监测范围内。 造成小火火焰方向偏转主要由火焰监测器的保护气量过大或烧嘴处有积炭等原因造成)
因焚烧炉安全联锁较多!增加了仪表设备故障率,从压差故障'风机故障'程序故障 3 方面介绍常见的仪表故障 。
1、 压差故障
焚烧炉压差故障主要出现在"助燃风管路上二次风调节阀,助燃风与炉膛之间的压差。液化气减压阀上压差开关) 二次风调节阀出现压差故障!应检查气源阀门是否打开,后两种压差故障可通过其他仪表的显示值!判断压差故障原因。
2、风机故障
由于变频器故障$电机故障等原因,风机出现报警故障、 针对风机测速器损坏是另一个比较隐蔽的故障。
风机的测速器用于测量风机的转速并向 59D控制系统反馈!而该反馈在 59D 的控制面板上无数据显示# 当其出现异常时!发出风机故障报警,同时由于安全联锁的存在,程序自检发现问题,不执行下一步程序!焚烧炉无法开启。
3、程序故障
因其安全连锁多,程序故障引发的报警比较多,通常采用处理方法是排除法。排除其他可能的故障!最后考虑程序原因。
常见程序故障引发的报警有,压差故障"在生产中火焰故障"停止时检测到火焰"该故障很少以第一故障出现在报警信息中! 若其以第一故障出现!可以判断控制程序异常, 此时!需要重新下载程序进行更新。
废气焚烧炉集尘塔废渣回收改造
废气焚烧炉集尘塔废渣回收改造
本课题面向一条CVD镀膜玻璃线的废气处理系统进行废渣的回收,仅在原有的废气处理系统上进行改造,不增加新的设备和新的热源,以少的投入获取更多的成本回收。
智博人勇于创新,吸收当今先进的技术和优秀产品,通过多年的自行创新与实践积累了一定的技术实力;研究开发了:固体废物焚烧炉及废液废气焚烧炉国家新型实用专利技术。
Yixing Zhibo Environmental Equipment Co., Ltd. has been committed to the research and development, design and manufacturing of incineration equipments for treatment of industrial solid waste, industrial waste gas and waste liquid for the past years. With close collaboration with overseas professional companies over the years, the company has been successfully manufacturing incinerator equipments, heat accumulating type thermal oxidization incineration equipments, air pollution control equipments and wastewater treatment equipments; The company also has extensive technical exchanges and cooperation with domestic authoritative research and design institutes for environmental protection; Zhibo people have been always active in the technical innovation with reference to the world advanced technologies and products; through many years of efforts in independent innovation and practice, the company now has relative strong technical strength and has researched and developed solid waste incinerator and liquid waste incinerator, which were granted the national patents for .new type and practicality;
公司在多年的经营发展中,重视发展高科技环保产业,在环保产业领域,拥有为各行业用户提供先进而实用的全面解决方案的能力;在开发焚烧处理产业中,已成功地设计、施工,完成了一批较成功的、有一定影响力的工程。焚烧炉设备已被广泛应用于国内国外知名的大型企业及固废处置中心的各类有害垃圾(化工废液、有害废气、固体垃圾)的焚烧处理:福建南孚电池废气焚烧项目、玛纳斯新奥特种化纤废气焚烧项目、宁波王龙集团废气焚烧项目、重庆博腾科技废液废气焚烧项目、中海先锋化工废液焚烧项目、沈阳鑫力天化工废液焚烧项目、浙江华欣油漆渣及吊具的焚烧项目、日本朝日贵金属焚烧回收项目、香港励福集团贵金属焚烧回收项目、永强机场特种垃圾处理项目、重庆医疗废物处置焚烧项目、鹰潭医疗固废处理中心焚烧项目,优秀的产品和良好的质量体系多年来赢得了国内国外用户的一致好评。
The company has been always focused in the development of new and high-tech environmental protection technologies and products in the years past and has the full ability to provide comprehensive and up-to-date solutions to environment-related issues from various industries; With many influential projects for waste incineration being successfully designed and constructed by our company, our incinerators have been widely applied in the incineration treatment for various kinds of hazardous wastes (chemical waste liquid, harmful gases, solid waste) from many well-known large-scale enterprises and solid/liquid disposal centers both at home and abroad; some of our representative projects are as following: Waste gas incineration projects of Fujian Nanfu Battery Co.,Ltd.,Manas Xinao Special Chemical Fiber Co.,Ltd., Ningbo WangLong Group and Chongqing Boteng Science and Technology Co.,Ltd.; waste liquid incineration projects of Zhonghai Pioneer Chemical Co.,Ltd and Shenyang Xinlitian Chemical Co.,Ltd.; incineration project of Zhejiang Huaxin Paint Co.,Ltd.; precious metal incineration and recovery project of Japan Asahi and Hong Kong Lifu Group; special wastes treatment project of Yongqiang Airport; incineration of medical waste project in Chongqing; incineration project of Yingtan Solid Waste Treatment Centre and so on; the excellent quality products and quality systems of our company have won unanimous praise from customers both at home and abroad in the years past;
