废气焚烧炉有"直燃式"和"蓄热式"。所谓"直燃式"指仅烧掉废气,热量不回收。但覆铜板行业所使用的废气焚烧炉多数都将热量回收,用来给上胶机加热。实际上,"直燃式"和"蓄热式"的原理是相同的,其差异只是炉膛中有否蓄热材料的区分。
覆铜板行业所使用的废气焚烧炉的结构如下
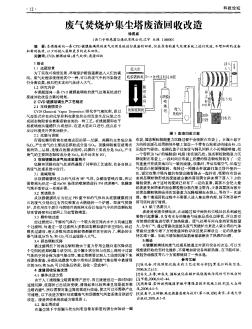
废气焚烧炉由燃烧室、废气预热区、热量回收热交换器、排烟烟囟构成。
(1 )燃烧室的作用。通过燃烧机的火焰,将含有机物的废气氧化分解成对环境无害的H2O 和CO2。
(2 )废气预热区的作用。将废气先行预热,再进入燃烧室,以提高废气氧化分解效率。为了提高预热效果,有些焚烧炉设计了二个废气热交换器,第一个热交换器温度低于第二个热交换器,以更准确控制废气预热温度。当废气预热温度比较高时,废气可以在经第一热交换器以后就进入燃烧室。"蓄热式"废气焚烧炉和"直燃式"废气焚烧炉的最大区别是:"直燃式"废气焚烧炉的废气预热是通过热交换器来完成的;"蓄热式"废气焚烧炉的废气预热是通过蓄热材料(多数采用"蜂窝陶瓷")来完成的,废气的预热温度可以做得比较高。
(3 )热量回收热交换器作用。它将焚烧产生的热量回收,回送给用热装置(如上胶机或其它用热 装 置 )。
常用的热介质有空气和油。将新鲜空气(或油),经由风机(或泵)送到焚烧炉的热交换器,将空气(或油)加热一定温度以后,再送给用热设备。为了有效控制热风的温度,通常在热风管路上加一旁通管路(与新风管路相连),当送出热风温度太高时,旁通管路会自动打开,补入新鲜空气以调节热风温度。当以油为介质时,热油经用热装置后又回流到焚烧炉的热交换器,使油温维持在工艺要求的温度范围内。为了使热油的温度可控,燃烧室产生的热量分二路,一路直接流向热交换器,一路为旁通通道。当热油温度超过设定值时,过量的热从旁通通道排入烟囱。
对于上胶机,是将焚烧炉产生的热量通过热交换器回收,返回给上胶机加热,加热介质有上述的热风或热油。对于油漆工业,通常只是将废气烧掉,较少进行热量回收。
在设计废气焚烧炉时,最关键是要准确计算生产过程中产生的废气量,和准确计算焚烧炉的废气处理能力。它涉及到生产过程的安全性和焚烧炉的工作效率。
国内国外均发生过多宗上胶机及焚烧炉爆炸事故,这因为当废气中有机溶剂的含量达到某一局限值时,就有可能产生爆炸。为了防止上述状况发生,我国规定生产过程中废气浓度不能超过该物质允许的爆炸下限的25%。为此,上胶机及其它产生含有有机溶剂的废气的生产场所,均应安装"废气浓度检测与报警器"。并设定当废气浓度到达爆炸下限的 2 5 % 时,除了发出警报声外,并使生产过程自动停止,废气不再产生,而排废气风机则应继续运转,及时将废气排走,以防止爆炸事故的发生。
焚烧炉的处理能力一定要与在生产过程中所产生的废气量相匹配,因为过量的废气在焚烧炉中如果来不及燃烧,同样会发生爆炸事故。而如果焚烧炉设计过大,造成废气量不足,则将增大燃料的消耗。
焚烧炉的废气处理能力与焚烧炉的炉膛的容积、炉膛的结构、燃烧机的类型和能力、废气预热区的结构、废气风机的能力(风速、风量、管道直径)、排烟风机的能力(风速、风量、管道直径和尾气排放烟囱直径)相关。
对于有热量回收要求的焚烧炉,则要准确计算用热设备需求热量,计算热交换器的表面积和介质(空气或热油流速流量)。空气的流速、流量是由送风机的能力和管道直径决定的,热油的流速和流量是由泵的能力和油管直径决定的。
焚烧炉较常用的燃料有柴油、重油和天然气。当采用重油为燃料时,需有化油器,让重油保持液态。同时,要有过滤器,过滤去重油里的杂质,以防止堵住燃烧机的喷油嘴。在生产实践中,对于以重油为燃料的燃烧机,只采用一道过滤还不够,最好采用两道过滤,过滤网可以用80 目或100 目不锈钢网。燃烧机的点火机构有电子打火,点燃柴油或重油。对于这种点火形,有时会出现点不着火的情况。有许多厂家设计了先点燃石油气再引燃柴油或重油点火方式,这种点火装置着火效果较好。燃烧机的类型和能力选用相当重要,最好选用具有自动点火--小火--大火--熄火自动转换功能燃烧机。当焚烧炉冷炉点火时,需要很大热量,燃烧机应大量供油,而当设备处于稳定生产状态时,由于废气中的溶剂会辅助燃烧,此时燃烧机应小量供油,这样才能达到冷炉点火时,焚烧炉能快速升温,而当生产进入稳定状态时,由于燃烧机能自动转到小量供油状态,才能达到节约油耗,节约能源的目的。
但是,蓄热式焚烧炉的造价比较昂贵,许多中小型企业接受不了。

 废气焚烧炉集尘塔废渣回收改造
废气焚烧炉集尘塔废渣回收改造
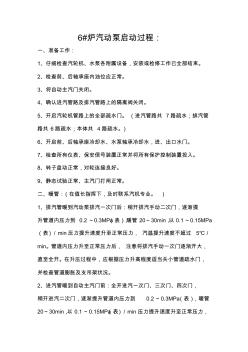 6#炉汽动泵启动过程
6#炉汽动泵启动过程