分色电金典型工艺文献

 铝合金典型用途
铝合金典型用途
铝合金典型用途
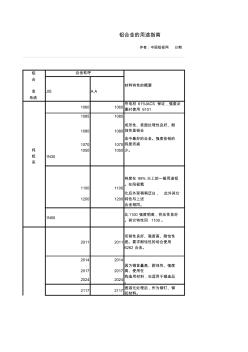
铝 合 材料特性的概要 金 JIS A.A 系统 1060 1060 导电材 61%IACS 保证,强度必 要时使用 6101 1085 1085 1080 1080 成形性、表面处理性良好、耐 蚀性是铝合 1070 1070 金中最好的合金。强度依铝的 纯度而减 纯 1050 1050 少。 铝 1N30 1100 1100 纯度在 99% 以上的一般用途铝 。在阳极氧 1200 1200 化后外观稍稍泛白, 此外其它 特性与上述 合金相同。 1N00 比1100 强度稍高,挤压性良好 。其它特性同 1100 。 2011 2011 切削性良好、强度高、耐蚀性 差。要求耐蚀性的场合使用 6262 合金。 2014 2014 2017 2017 因为铜含量高、耐蚀性、强度 高、使用在 2024 2024 构造用材料,也适用于锻造品 。 2117 2117 固溶化处理后,作为铆钉、铆 扣材
 铝合金典型用途
铝合金典型用途
铝合金典型用途
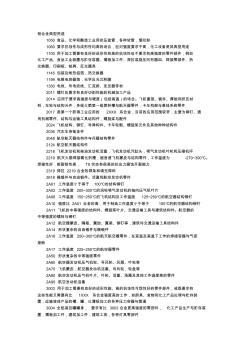
铝合金典型用途 1050 食品、化学和酿造工业用挤压盘管,各种软管,烟花粉 1060 要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途 1100 用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如 化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热 交换器、印刷板、铭牌、反光器具 1145 包装及绝热铝箔,热交换器 1199 电解电容器箔,光学反光沉积膜 1350 电线、导电绞线、汇流排、变压器带材 2011 螺钉及要求有良好切削性能的机械加工产品 2014 应用于要求高强度与硬度(包括高温)的场合。飞机重型、锻件、厚板和挤压材 料,车轮与结构元件,多级火箭第一级燃料槽与航天器零件,卡车构架与悬挂系统零件 2017 是第一个获得工业应用的 2XXX 系合金,目前的应用范围较窄,主要为铆钉、通 用机械零件、结构与运输工具结