非自耗电极电弧炉发展现状文献

 真空自耗电弧炉电控系统的改造设计与实现
真空自耗电弧炉电控系统的改造设计与实现
真空自耗电弧炉电控系统的改造设计与实现
在简要介绍了某真空自耗电弧炉的组成及存在问题的基础上,提出了一种适用于钛及钛合金熔炼的真空自耗电弧炉控制的分布式总体设计方案,并给出了相应的硬件实现和软件流程。该方案实现了过程参数的设定与采集、逻辑连锁及信息交换等控制功能,同时使电气控制水平和性能得到了全面提升,维护检修简捷方便,信息交换更加可靠,人机界面更加友好。
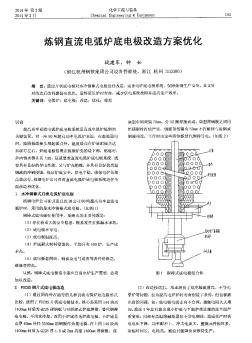 炼钢直流电弧炉底电极改造方案优化
炼钢直流电弧炉底电极改造方案优化
炼钢直流电弧炉底电极改造方案优化
通过片状底电极对水冷钢棒式电极进行改造,完善电炉底电极系统,保障炼钢生产安全。本文针对改造后的问题提出优化,最终延长炉衬寿命,减少供电系统故障并提高生产效率。