复杂铝合金零件精密模锻技术内容简介文献

 铝合金零件精密加工技术研究
铝合金零件精密加工技术研究
铝合金零件精密加工技术研究
铝合金是工业中的主要原材料,由于材质的特殊性,如何对其进行加工才能达到理想效果是制造过程中要重点考虑的技术难点之一。现代许多工业设备仪器如精密仪器、弱电设备中的部分零件要求小型的、薄壁的、断面尺寸非常精确的铝型材,对其尺寸公差要求非常严格。因此,加强对铝合金零件精密加工技术的研究是能够较好地解决了生产中存在的问题的关键步骤之一。
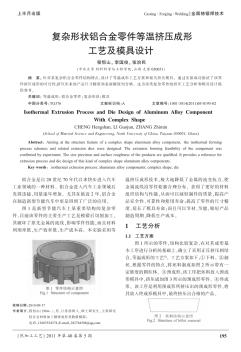 复杂形状铝合金零件等温挤压成形工艺及模具设计
复杂形状铝合金零件等温挤压成形工艺及模具设计
复杂形状铝合金零件等温挤压成形工艺及模具设计
针对某复杂铝合金零件结构特点,设计了等温成形工艺方案和相关挤压模具。通过实验成功验证了该零件挤压成形的可行性,挤压出来的产品尺寸精度和表面精度均合格。这为该类复杂零件的挤压工艺分析和模具设计提供参考。