高等学校规划教材·板带材生产工艺及设备文献

 学校规划平面图
学校规划平面图
学校规划平面图
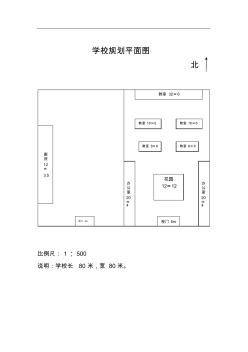
学校规划平面图 北 比例尺: 1: 500 说明:学校长 80 米,宽 80米。 教室 32×6 教室 16×6 教室 8×6 教室 16×6 教室 8×6 花园 12×12 校门 6m 办 公 室 20 × 4 办 公 室 20 × 4 厕 所 12 × 3.5 后门 3m 父亲的格局决定家庭的方向 一个家庭的福气运道,不是凭空出现的,它是家庭成员共同努力得来的。 家庭要想和谐兴旺,首先要走对方向,父亲的格局就决定着家庭的发展方向。 曾国藩曾说: “谋大事者首重格局 ”,心中格局的大小,决定了眼光是否长远,眼光是否长远又决定了事物的成败 。 家庭的发展不是一个一蹴而就的过程,家庭需要经营,需要规划。 由于社会分工的不同,父亲作为家庭中的男性,承担着家庭领导者的职能,是家庭 “权威”的代表。作为家庭列车的火车头,父亲的眼光要远,格局要大,只有父亲的格局大,才能确保家
 高等学校贵重仪器设备年度效益评价表
高等学校贵重仪器设备年度效益评价表
高等学校贵重仪器设备年度效益评价表
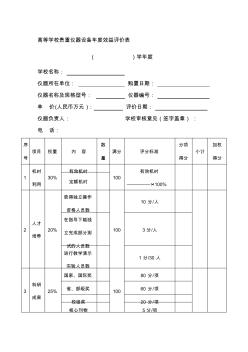
高等学校贵重仪器设备年度效益评价表 ( )学年度 学校名称: 仪器所在单位: 购置日期: 仪器名称及规格型号: 仪器编号: 单 价(人民币万元 ): 评价日期: 仪器负责人: 学校审核意见(签字盖章) : 电 话: 序 号 项目 权重 内 容 数 量 满分 评分标准 分项 得分 小计 加权 得分 1 机时 利用 30% 有效机时 100 有效机时 —————×100% 定额机时 2 人才 培养 20% 获得独立操作 资格人员数 100 10 分/人 在指导下能独 立完成部分测 试的人员数 3分/人 进行教学演示 实验人员数 1 分/30 人 3 科研 成果 25% 国家、国际奖 100 80 分/项 省、部级奖 60 分/项 校级奖 20 分/项 核心刊物 5分/项 4 服务 收入 20% 校外服务收入 100 5分/千元 校内服务收入 5 功能 利用 与 功能 开