高分子复合材料加工工程
《高分子复合材料加工工程》一书的出版社是化学工业出版社,作者是(美)R.S.戴夫,A.C.卢斯。
-

选择特殊符号
选择搜索类型
请输入搜索
《高分子复合材料加工工程》一书的出版社是化学工业出版社,作者是(美)R.S.戴夫,A.C.卢斯。
《高分子复合材料加工工程》分为理论与加工两部分共15章,主要对高分子复合材料加工过程的基本原理和加工技术进行了充分的阐述。既对化学、高分子及材料科学、流变学、动力学、传递现象、力学和控制体系等理论知识进行了简要介绍,也对高分子复合材料的主要加工技术如热压罐成型法、拉挤成型工艺、液相复合模塑、长丝缠绕、无模成型及复合材料的智能加工等进行了详细介绍。
二战以来,高分子材料工业无论在广度还是深度方面都得到了长足的进展。19世纪60~70年代新的高聚物不断被聚合出来,具有独特性能的高分子材料也不断被发现。茂金属催化剂在工业上的应用更加推动了这种趋势。而这些新材料是否可以得到广泛的应用,则有赖于新的成型加工技术的发展。与传统的金属和玻璃制造业相比,这些技术方法有很大的不同。但是,与同期高分子工业的蓬勃发展相比,"高分子加工工程"的重要性经常被忽略。
高分子加工,如挤出、注塑、热成型、铸塑等技术,赋予部件及产品以特殊的形状尺寸。此外,还要有效地控制高分子材料一些独特而复杂的性能。由于高聚物有很高的分子量,大多数情况下易于结晶,所以高分子加工技术往往通过控制取向和结晶进而来影响产品的最终性能。在一些情况下,高聚物是在加工过程中合成的,比如连续纤维复合材料的加工,《高分子复合材料加工工程》的主题也正在此。硫化罐成型、挤拉成型和缠绕成型等是以一步或连续的几步来同时合成聚合物并形成最终的产品部件的,这就增加了高分子工业的复杂性。因此,要想成为一个优秀的高分子加工工程的研究和技术人员,就要对其基本原理和技术问题有相当深入的了解。
诸如人造纤维纺丝等一些高分子加工技术已经大规模应用于工业生产当中。但是就整体而言,无论在发达国家还是在新兴的发展中国家,加工工程还主要植根于中小规模企业。鉴于这些企业的能力有限,其发展受到了很大的限制。未来高分子加工工程需要将新的科学知识和技术原理应用到工业生产中去。基于最先进科学技术的数学模型、在线加工控制、产品检测和特性化处理等都将成为企业维持自身竞争力的重要手段。
第一部分 理论
1 热塑性树脂开环聚合的化学、动力学和流变学3
1.1 概要3
1.2 内酰胺的阴离子开环聚合7
1.3 己内酰胺阴离子聚合的动力学10
1.3.1 动力学模型10
1.3.2 动力学模型的验证13
1.4 己内酰胺阴离子聚合过程中黏度的增长16
1.4.1 黏度模型16
1.4.2 黏度模型的检验17
1.5 流变动力学模型在反应注射拉挤成型中的应用22
1.6 总结27
术语注释28
致谢28
参考文献29
2 热固性树脂固化动力学与流变学32
2.1 简介32
2.1.1 树脂32
2.1.2 增强剂33
2.1.3 加工工艺34
2.1.4 固化周期35
2.1.5 最优化36
2.2 固化动力学37
2.2.1 动力学模型37
2.2.2 凝胶化理论41
2.2.3 流变学模型43
2.2.4 扩散效应46
2.2.5 控制固化的技术47
2.3 增强的影响52
2.4 环氧、乙烯基酯和酚醛树脂53
2.4.1 环氧树脂53
2.4.2 乙烯基酯67
2.4.3 酚醛树脂72
2.5 相关现象75
2.5.1 树脂流动76
2.5.2 质量传递77
2.5.3 热传递79
2.6 固化周期92
2.7 最优化和控制策略94
2.7.1 传感器96
2.8 总结和展望97
术语注释99
致谢101
参考文献101
3 增韧的热固性树脂固化过程中的相分离及相形态演化111
3.1 前言111
3.2 相分离热力学和动力学112
3.3 文献综述113
3.4 实验120
3.4.1 材料120
3.4.2 共混和固化步骤120
3.4.3 相分离行为121
3.4.4 相形态121
3.5 结果与讨论121
3.5.1 相图121
3.5.2 相形态122
3.5.3 相分离机理122
3.5.4 组成的影响133
3.5.5 固化温度的影响135
3.6 结论136
术语注释137
参考文献137
4 固化过程中频率依赖的在线介电感应140
4.1 引言140
4.2 仪器143
4.3 理论143
4.4 等温固化145
4.5 多重时温加工周期中的固化控制148
4.6 厚层压板中的固化监控151
4.7 树脂膜浸渍155
4.8 智能自动控制157
4.9 结论159
致谢160
参考文献160
5 聚合物基复合材料加工过程中热量、质量、动量传递
模拟的一种统一方法162
5.1 引言162
5.2 局部体积平均163
5.3 平衡方程的推导165
5.3.1 质量守恒165
5.3.2 动量守恒167
5.3.3 能量守恒170
5.4 不同聚合物基复合材料加工过程的特殊方程173
5.4.1 树脂传递模塑(RTM)173
5.4.2 注射拉挤成型(IP)177
5.4.3 热压罐成型(AP)183
5.5 结论185
术语注释186
参考文献187
6 孔穴的生长与溶解189
6.1 引言189
6.1.1 热压罐成型过程190
6.1.2 孔穴现象192
6.1.3 常见的模型框架192
6.2 孔穴的形成与平衡时的稳定192
6.2.1 孔穴的成核193
6.2.2 平衡时孔穴的稳定194
6.3 扩散控制的孔穴生长197
6.3.1 问题的提出197
6.3.2 模型的发展199
6.3.3 孔穴生长的模型预测204
6.4 树脂和孔穴输送209
6.5 结论213
术语注释214
致谢215
参考文献216
7 热塑性复合材料加工过程中的凝固现象218
7.1 引言218
7.2 紧密接触222
7.2.1 文献综述223
7.2.2 紧密接触模型226
7.2.3 紧密接触测量232
7.2.4 模型的验证235
7.2.5 参数研究239
7.3 层间键合242
7.3.1 愈合模型243
7.3.2 键合程度245
7.4 结论246
术语注释246
致谢247
参考文献247
8 复合材料加工导致的残余应力249
8.1 前言249
8.2 加工模型252
8.2.1 固化动力学252
8.2.2 热化学模拟255
8.2.3 残余应力模型260
8.3 实验结果269
8.3.1 弹性模型的比较269
8.3.2 粘弹模型的比较271
8.4 加工对残余应力的影响273
8.4.1 固化温度273
8.4.2 后固化274
8.4.3 三步固化周期275
8.5 结论278
术语注释278
参考文献280
9 复合材料加工中对产品质量的智能控制281
9.1 序言281
9.2 传统的SPC/SQC方法282
9.3 基于知识(专家系统)的控制284
9.4 基于模型(模型预测)的控制288
9.4.1 连续过程的模型预测控制288
9.4.2 间隙过程的模型预测控制(SHMPC)290
9.5 在线控制所用的模型293
9.5.1 模型的种类294
9.5.2 用于SHMPC的在线质量模型ANNs295
9.5.3 在热压罐固化中的应用296
9.6 总结与展望300
术语注释301
参考文献303
第二部分 加工
10 热压罐成型法309
10.1 概述309
10.2 热压罐成型工艺的描述311
10.2.1 固化周期311
10.2.2 树脂黏度和动力学模型312
10.2.3 树脂的压力和流动313
10.2.4 树脂流动模型315
10.2.5 实验研究315
10.2.6 加压板及加压器318
10.2.7 网状树脂和低流动性树脂体系320
10.3 空隙和空隙率320
10.3.1 空隙形成理论320
10.3.2 空隙模型321
10.3.3 树脂和预浸料变量321
10.3.4 挤压操作323
10.3.5 挤压的研究323
10.4 加工326
10.4.1 制件的热响应326
10.4.2 热传递模型327
10.5 总结328
术语注释329
参考文献330
11 拉挤成型工艺332
11.1 概述332
11.2 工艺描述333
11.2.1 设备334
11.2.2 原材料337
11.2.3 市场情况339
11.2.4 加工性能341
11.2.5 主要的技术问题341
11.2.6 热塑性基体复合材料的拉挤成型342
11.3 加工模型344
11.3.1 模型怎样才能起作用345
11.3.2 前期的模型研究工作345
11.4 基体流动模型347
11.5 压力模型350
11.5.1 流动速率?压力降的关系350
11.5.2 压力分布352
11.5.3 模型预测与实验比较353
11.5.4 模型的应用355
11.6 牵引阻力模型359
11.6.1 黏性阻力359
11.6.2 压缩阻力360
11.6.3 摩擦阻力360
11.6.4 总的牵引阻力361
11.6.5 模型预测与实验结果的比较361
11.6.6 模型应用364
11.7 展望369
术语注释371
参考文献372
12 液相复合模塑原理374
12.1 概述374
12.2 预成型376
12.2.1 切割和粘贴379
12.2.2 喷射379
12.2.3 热成型380
12.2.4 纬编380
12.2.5 滚带380
12.3 充模381
12.3.1 理论381
12.3.2 注射方式384
12.3.3 充模问题388
12.4 模内固化392
12.4.1 基本理论392
12.4.2 固化过程的优化392
12.4.3 固化问题394
12.5 模具设计396
12.5.1 一般设计规则396
12.5.2 模具材料397
12.5.3 刚度计算398
12.5.4 密封399
12.5.5 夹紧400
12.5.6 加热系统400
12.6 结论401
术语注释401
致谢402
参考文献402
13 长丝缠绕404
13.1 概述404
13.2 制备工艺407
13.2.1 缠绕技术407
13.2.2 纤维和树脂408
13.3 装置410
13.4 圆柱体设计指导411
13.5 长丝缠绕加工模型412
13.5.1 热化学子模型415
13.5.2 纤维移动子模型:热固性基体圆柱体416
13.5.3 凝固子模型:热塑性树脂圆柱体419
13.5.4 应力子模型421
13.5.5 空隙子模型422
13.6 长丝缠绕的材料特性423
13.6.1 综述423
13.6.2 测试方法424
13.7 展望430
参考文献430
14 热塑性基体复合材料的无模成型433
14.1 概述433
14.2 无模成型的概念435
14.3 模拟、形状归类和成型设备的概念437
14.4 样机441
14.5 过弯曲--观测与模型443
14.6 连续无模成型445
14.7 无模任意弯曲成型449
14.8 总结与结论452
致谢453
参考文献454
15 复合材料的智能加工455
15.1 概述455
15.2 批量加工的控制问题456
15.3 设计加工条件的方法458
15.3.1 尝试法459
15.3.2 实验设计461
15.4 统计过程控制463
15.4.1 加工科学464
15.4.2 分析模型467
15.4.3 以知识为基础的专家系统470
15.4.4 人工神经网络471
15.4.5 方法总结471
15.5 实时过程控制工具472
15.5.1 监督控制器473
15.5.2 以知识为基础的自适应控制器476
15.5.3 专家系统476
15.5.4 定性推理478
15.5.5 模糊逻辑479
15.5.6 人工神经网络480
15.5.7 分析模型481
15.6 总结482
参考文献483
作 者:(美)R.S.戴夫,A.C.卢斯 著出 版 社:化学工业出版社ISBN:9787502547837出版时间:2004-01-01版 次:1页 数:485装 帧:平装开 本:32开所属分类:图书 > 科技 > 化学工业
高分子复合材料是以高分子为主材,陶瓷材料为耐磨相,以北京耐默公司为例型号主要有:1、KN17高分子聚合物2、KN7051碳化硅高分子材料
高分子复合材料是以高分子为主材,陶瓷材料为耐磨相,以北京耐默公司为例型号主要有:1、KN17高分子聚合物2、KN7051碳化硅高分子材料
有属于的,比如高分子溶液型的胶水,用溶剂溶解的高分子。

 高分子复合材料微加工
高分子复合材料微加工
高分子复合材料微加工
高分子纳米复合是深入理解高分子链结构和宏观性能的关键,直接影响着复合材料向尺寸微小化、控制精细化、复合功能化和系统集成化方向发展的进程,涉及了高分子复合材料微加工中的诸多问题,其中多组分多尺度空间分布和形态精细控制的物理与化学是两个关键科学问题。自2000年起,我们围绕这两个关键问题展开系列研究,主要面向复杂性复合颗粒和纳米孔复合膜两种典型形态结构,发展了模板合成微加工方法,实现对宏观形态的有效控制,并且通过软物质(高分子凝胶和嵌段共聚物)特殊作用诱导组分定位生长控制微结构,系统研究其物理与化学问题,发展了多组分多尺度空间分布高效精确调控的方法,同时实现了组分的空间分布和形态控制。
 高分子复合材料结课论文
高分子复合材料结课论文
高分子复合材料结课论文
高分子复合材料结课 论文 学院: 专业: 姓名: 学号: 聚合物混凝土 摘要:聚合物混凝土是一种包括有机一无机复合的多组份复合材料 , 它是广义上的混凝土, 对于未来的发展方向, 混凝土必将大量的应用 于现实生活中,在混凝土中加入一定量的添加剂, 会大大加强其硬度, 力学强度,机械性能,在生活生产中,更加便利与人们生活,聚合物 混凝土分为三大类型, 不同类型有不同的用途, 先简单的介绍这三种 混凝土性能。 关键词:聚合物 混凝土 复合材料 一 、滚合物混凝土分类 聚合物混凝土是一种包括有机一无机复合的多组份复合材料 ,它 是广义上的混凝土 ,一般分为聚合物水泥混凝土 ( PC C ) 、聚合物浸 渍混凝土 (列 C )、树脂混凝土 (R C ) 三大类。 1. 聚合物水泥混凝土 ( FC C ) 在水泥混凝土棍合料搅拌时 ,加入聚合物或单体而制得的混凝土 , 其胶结料由聚合物分散体和水
高分子复合材料,从狭义上来说是指高分子与另外不同组成、不同形状、不同性质的物质复合而成的多相材料,大致可分为结构复合材料和功能复合材料两种。广义上的高分子复合材料则还包含了高分子共混体系,统称为“高分子合金”。
当分散相为金属/无机物时,则称为有机/无机高分子复合材料;而当分散相为异种高分子材料时,则称为高分子共混物。自然界中有大量的高分子复合材料的例子,如树木、蜂巢、燕窝等。
一、烧结机轴头磨损修复的处理方法
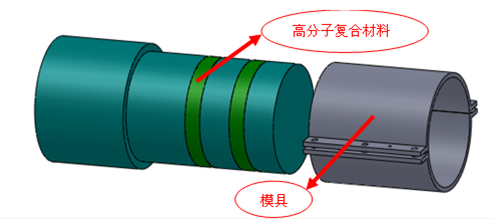
1.1高分子复合材料技术优势分析
西方国家针对以上问题多使用高分子复合材料的修复方法进行现场修复,这也是近几年国内兴起的一种全新检修模式。其原理是在不拆卸损坏设备或部件的 前提下,采用高分子复合材料修复技术在现场进行修复。修复使用的复合材料高分子渗透形成的分子间的作用力使其与修复部件形成优异的附着力,材料具有的优异的物理性能可满足设备在运行中承受各种复合力的要求。此类修复材料以福世蓝®2211F性能较为可靠。
现场修复精度通过几个环节保证(参照下图):依靠未磨损的基准面进行定位,修复磨损的部位,确保修复部位的同心度及平行度;依靠脱模剂和专用模具修补并恢复轴径的尺寸精度;依靠材料本身具有的抗压、弯曲、延展、抗温等性能确保修复的良好使用。
待修理设备的轴转速较低,约1r/min(电机转速960r/min、速比1000:1),对精度要求不是太高,适宜现场修复。从节约检修时间及用工成本等角度看,也应优先选用高分子复合材料现场修复工艺。
1.2修复工艺
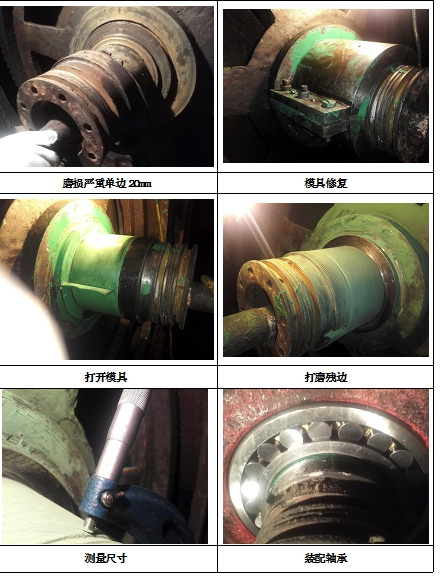
1、首先把打磨处理好的轴头用无水乙醇清洗干净,再按照2:1的比列调和2211F材料,至无色差为止;
2、先少量涂抹材料2211F材料,反复刮压使材料充分与轴表面结合,直至修复到一定厚度。然后对已经清洗干净并涂抹好803脱模剂的模具内表面涂抹适量材料,确保紧固模具后有多余材料被挤出;
3、安装紧固模具,确保有材料被挤出。使用碘钨灯对其加热固化;
4、利用材料固化的时间将大齿轮轴承室进行修复处理,加热固化;
5、轴头固化后 除去模具,打磨修复到安装尺寸;
6、同时对大齿轮轴承室经行打磨处理,利用对应的轴套确定配合尺寸;
7、装配齿轮空试配合情况,确保在允许范围。
8、再次调和适量材料薄薄的涂抹到轴颈表面和齿轮孔径表面后进行安装。用扭矩扳手分别以420公斤力和440公斤力各紧固两遍。
10、加热固化,温度不宜过高,时间不低于6小时。达到固化要求后即可开机运行。
此次修复共用时16小时,一次性开机成功。
1.3应用图片信息

二、烘缸轴头磨损方面的应用
2.1烘缸轴头磨损修复
烘缸由于在运行过程中承受较高的温度和压力,烘缸轴头容易出现磨损现象。导致设备无法正常运转。传统的修复方法一般是采用加装非标套、堆焊机加工的方式修复,非标套与轴径的结合方面容易出现问题;堆焊机加工修复工期长、费用高,而且堆焊产生的热应力会造成轴的弯曲变形甚至断裂。多年来,企业找不到有效而且快速的修复手段,福世蓝技术的出现改变了用户的传统修复手段,修复在现场就可以完成,并且时间快速、工艺简便、费用较低,福世蓝技术在此领域很快打开了局面,为众多企业解决了此类问题。
2.2技术分析
福世蓝高分子复合材料2211F是一种用于抗高温、抗强腐蚀并可以机加工的金属修复材料,它具有良好的粘接力和机械性能,能够很好地缓冲和抵抗机械运转过程中受到的综合机械力,并且我们运用模具修复工艺进行修复传动部位磨损,可以更好地保证机件之间的配合,确保了修复部位的精度,从而进一步保障了修复后的使用效果。而且,福世蓝高分子修复材料使用简单方便,企业维修人员在福世蓝技术工程师的指导下,很快就能掌握现场修复技术,以后再有类似问题可在第一时间自行修复,避免了对外协维修的依赖,提升了企业设备管理水平。
2.3修复过程
2.4
造纸企业的烘缸轴头磨损现象较为普遍,严重影响企业的正常生产。企业为了避免拆卸修复所带来的损失,往往采用加非标套的方法解决,修复效果并不理想,针对磨损严重的轴头,更是无法解决。其主要原因是:轴头的磨损导致磨损部位呈现不规则的凹凸面,使其与非标套的配合接触面积大大减少,形成线接触甚至点接触,在设备冲击震动的作用下,造成应力集中,导致轴头的再次磨损。而采用福世蓝-福世蓝2211F金属修复材料进行现场修复,不但确保其配合面百分百接触,其材料自身具备的退让性,使其抗冲击震动的能力远高于不能退让的金属材料,同时随轴承内圈的胀缩而胀缩,最大限度的减少了磨损的可能,从而确保设备的正常运行,达到甚至超出新设备的使用周期。
追加工程,在修理合同所确定工程范围的基础上,允许再增加的工程。全部追加工程的工时,一般不应超过总估价单中总工时的10%。如果超过规定,则应另订补充合同,以便调整完工时间和工程总金额。 2100433B