石材的使用,随着时间的变迁,会出现老化和被污染等问题,这可以通过保洁的方式来初步解决,但有的时候必须通过研磨的方式来实现翻新,以下是通过磨料,研磨工具的介绍,使大家对此有一个初步认识。
一、磨料及研磨工具
磨料是用来研磨加工的材料,现在的一般分类是普通磨料,超硬磨料两类;普通磨料主要包括刚玉类(棕刚玉,白刚玉等),其主要化学成分为Al2O3(三氧化二铝),碳化硅类(黑碳化硅,绿碳化硅),其主要化学成分为SiC(碳化硅)。它们的硬度分别是棕刚玉,显微硬度2000-2200公斤力/毫米2;白刚玉,显微硬度2200-2300公斤力/毫米2;黑碳化硅,显微硬度3100-3300公斤力/毫米2;绿碳化硅,显微硬度3200-3400公斤力/毫米2;粒度从4#--微粉W0.5(甚至更细),硬度的顺序我们可以排序出来加工花岗岩的是绿碳化硅,黑碳化硅,加工大理石的是白刚玉(软的),黑,绿碳化硅(硬的);从材料的成本看依次是绿碳化硅,黑碳化硅,白刚玉,围绕着这些磨料可以制成,无机的研磨工具,包括菱苦土类,陶瓷类等;有机的研磨工具,包括酚醛类,不饱和树脂类,以及环氧类等(这里也包括砂布砂纸),这些研磨工具构成了普通磨料的研磨工具。
金刚石磨料是属于超硬磨料,它的加工历史虽然比较悠长,但作为更多的使用,是近三十年来的大量的工业化生产,其显微硬度8000-10000公斤力/毫米2;硬度是最高的,加工材料时是微切削的机理,因而它是首选的切削工具,近年来有其产量大规模增加和工业成本的降低,加工效率高(是普通的5倍以上),加工效果好(可以对要求很高的材料进行抛光),因而,它的应用日趋广泛。金刚石研磨工具主要有金属的,树脂的,陶瓷的等,这是根据结合剂的类型进行分类的,金属类的研磨工具主要包括铁基的,铜基的,钴基的这几类,也就决定了不同类型材料的加工成本,作为研磨工具的使用,其粒度从最粗(20#),常常到粒度细至400#为止,进行使用;其特点是使用寿命长,但是成本会高一些。树脂类的研磨工具,由于制作成本相对偏低,应用要相对多一些,它现今也用于粗磨至抛光,在细粒度的磨抛方面是其最大的优势;陶瓷类金刚石研磨工具是近几年发展最快的工具,其加工性能中,取金属加工之长,避树脂加工之短,技术上有很好的优势,但因其成本的原因,还没有见到在石材翻新中使用。
二、石材翻新过程的步骤
石材地面的翻新,一般有以下几个步骤,其一,是利用粗粒度研磨工具,将有损伤的表面“找平”,做“剪口”,或将已经铺设好的不平部分“做平”,一般这个过程的要有一定的去除量,施工时,要注意整体平整性,其二,利用较粗粒度工具研磨石材,除去加工过程的粗纹路。还要保持施工面的平整性。其三,精细研磨过程,这个过程去除量比较少,通过4-5个粒度号,使石材的光洁度达到可以抛光的要求。最后,是抛光过程。实现石材翻新所要达到要求。
三、石材翻新过程的研磨工具选择
1、菱苦土磨石,由碳化硅磨料与氧化镁,氯化镁聚合而成,碳化硅的使用,以绿碳化硅为好,黑碳化硅相对会便宜一些,粒度号一般从16#--1200#,所制作出来的磨石的硬度也是从硬到软,它的特点是成本低,自锐性好,加工适应性强,可以加工花岗岩,大理石,人造石,陶瓷砖等,但加工效率比较低,生产的周期比较长,磨头工作时需要较大的压力,是常规的研磨工具,这种磨石的存放周期超过一年以后,各种性能会有所变化,如自锐性,软硬度等。
2、碳化硅树脂磨石,由碳化硅磨料与树脂混合固结而成,有用酚醛树脂压制类,有与液体树脂混合以后,进行浇注类。主要应用于精磨,压制类的特点是耐用性好,磨削时的浸润性好,特别是加工大理石时,磨削的光度好,效率也比较高,但成本相对要高一些,主要用细粒度号,酚醛类磨石在磨抛浅色石材时,容易着色,这是不能大范围推广使用的主要原因。用很细的碳化硅微粉及其他材料与树脂混合,浇注出来的磨石,是应用于花岗岩,水磨石,混凝土抛光的主要手段。
3、陶瓷磨石,由碳化硅磨料与玻璃质相混,经高温烧结而成,特点是耐用性好,但容易堵塞,发生磨削打滑的现象,成本也高,现在使用的比较少了。
4、金属结合剂磨盘,由金刚石与金属粉末经烧结而成,特点是加工效率高,加工效果好,一般从50#起号,对粗粒度20#,要慎重选择,否则,所出现较粗的划痕后边就很难加工了,另外,用到的最细粒度也不超过400#,这种工具用于修整粗糙面,是最有效的工具,能够加工出来满意的平面,成本相对前边来说,要高一点,但是其加工的高效性,是普通磨石所无法比拟的。
5、树脂结合剂磨盘,由金刚石单晶,微粉与树脂固结而成,特点是成本比金属的要低,加工效率高,主要用于石材的精细研磨,至抛光,是金属磨盘磨平后的,延续磨抛工具。成本比较适中。
6、金刚石软磨片,是近年用于地面翻新的新型工具,其轻便性,其独特的柔性,使得对加工面,具有良好的贴合性能,可以提供的粒度从20#---3000#,以及BUFF黑,白(抛光)。这种产品,磨片采用金刚石作为磨料,重量轻,磨加工时能有效保护石材表面的软质部分,所加工的产品光泽度高;采用尼龙粘扣的方式进行连接,操作方便。它的使用,还有良好的上升空间。
四、翻新过程中不同的机器对研磨工具的选择
对石材地面的翻新加工,达到良好的光洁效果,是我们的目标,同时也要兼顾实际成本,要根据工程方的要求,对不同的机器的自身条件,对研磨工具进行合理配置,以达到预期目的。
首先对工程成本有个估计,如果考虑成本比较低廉,工期允许,对验收的工作比较宽松,可以考虑采用普通类研磨工具。
对工期要求比较严,最好采用金刚石类研磨工具,并根据机器的条件,合适地选择。如果机器重量重,工作速度高,可以采用耐用性好的工具;如果机器重量轻,工作速度低的话,可以采用锋利性好的工具。另外,在研磨过程中,可以通过水量的变化,来实现加工效率。
有时候,在“找平”地面时,用粗粒度的金刚石树脂磨片(或金刚石软磨片),会感觉磨不下去;可以采用少加水,增加压力的方式,也可以在同等条件下提高机器的转速,让磨片尽快出刃口,最好的方法是采用金属剪口片,或金属磨片来进行初步工作。
为了保证地面的平整性,在500#加工之前,尽量用平整性好的磨片加工,而后采用金刚石软磨片研磨,其良好的贴合性,能够有效地提高磨削效率,取得良好的光泽度。
抛光的时候,为了克服对石材的划伤,研磨工具的自身硬度要偏软为好,这样有利于上光;同时为了提高光泽度,可以减少水量,提高机器的旋转速度的方法,增加表面的温度,也会促进光泽度的提高。总之,石材的抛光是一个复杂的物理化学过程,既有物理的微犁削作用,也有表面的纯化学反应,要因情况而定,绝非千篇一律。
五、石材翻新技术的新进展
墙面翻新,国外已有不少客户,采用干式研磨的方式,来实现;具体过程是用金刚石干磨片,从50#开始,不加水依次100#,200#,400#,800#,1500#,3000#,BUFF进行研磨,达到理想的光洁度为止。
混凝土的抛光,采用金属结合剂的金刚石磨盘,不加水进行粗磨,半细磨,而后用干磨的方式进行精细研磨,抛光,达到满意效果为止。

 石材研磨机工作台升降装置设计
石材研磨机工作台升降装置设计
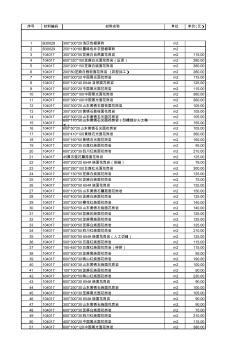 各类石材价格表
各类石材价格表




