工序
工序是指一个(或一组)工人在一个工作地(如一台机床)对一个(或若干个)劳动对象连续完成的各项生产活动的总和。它是组成生产过程的最小单元。若干个工序组成工艺阶段。
-

选择特殊符号
选择搜索类型
请输入搜索
工序是指一个(或一组)工人在一个工作地(如一台机床)对一个(或若干个)劳动对象连续完成的各项生产活动的总和。它是组成生产过程的最小单元。若干个工序组成工艺阶段。

 工序分析
工序分析
工序分析
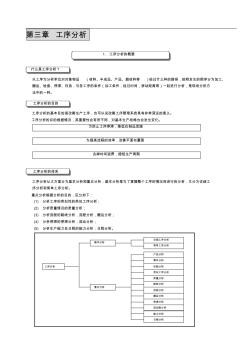
第三章 工序分析 以工序为分析单位对对象物品 ( 材料、半成品、产品、副材料等 )经过什么样的路径,按照发生的顺序分为加工、 搬运、检查、停滞、存放,与各工序的条件(加工条件,经过时间,移动距离等)一起进行分析,是现场分析方 法中的一种。 工序分析的基本目的是改善生产工序,也可以说改善工序管理系统具有非常深远的意义。 工序分析的目的根据情况,其重要性会有所不同,对基本生产战略也会发生变化。 为防止工序停滞,降低在制品思路 为提高流程的效率,改善平面布置图 去掉时间浪费,缩短生产周期 工序分析从大方面分为基本分析和重点分析;基本分析是为了掌握整个工序的情况而进行的分析,又分为详细工 序分析和简单工序分析。 重点分析根据分析的目的,区分如下: (1) 分析工序的类似性的类似工序分析; (2) 分析质量情况的质量分析; (3) 分析流程的路线分析,流程分析,搬运分析; (4) 分析停滞的停滞分析
 工序名称
工序名称
工序名称
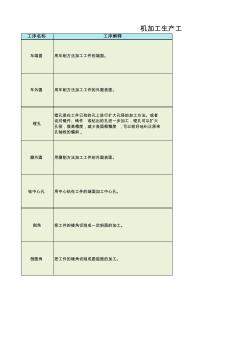
工序名称 工序解释 车端面 用车削方法加工工件的端面。 车外圆 用车削方法加工工件的外圆表面。 镗孔 镗孔是在工件已有的孔上进行扩大孔径的加工方法。或者 说对锻件、铸件 或钻出的孔进一步加工,镗孔可以扩大 孔径,提高精度,减少表面粗糙度 ,可以较好地纠正原来 孔轴线的偏斜. 磨外圆 用磨削方法加工工件的外圆表面。 钻中心孔 用中心钻在工件的端面加工中心孔。 倒角 把工件的棱角切削成一定斜面的加工。 倒圆角 把工件的棱角切削成圆弧面的加工。 机加工生产工 车退刀槽 在车床加工中,如车削内孔、车削螺纹时,为便于退出刀 具需将工序加工到毛坯底部,常在待加工面末端,预先制 出退刀的空槽,称为退刀槽。 退刀槽作用:为在加 工时便于退刀,且在装配时与相邻零件保证靠紧,在台肩 处应加工出退刀槽。退刀槽和越程槽是在轴的根部和孔的 底部做出的环形沟槽。沟槽的作用一是保证加工到位,二 是保证装配时相邻零
主要工序因素的质量控制,即关键工序、重要工序的质量控制。就航空产品而言,对这类工序的控制要求十分严格。航空企业都必须按照国家颁布的标准及军工产品质量管理条例要求,在生产中要加强工序的关键件、重要件制造中的严审工作,以确保产品质量。企业在生产制造过程中要进行严格的生产管理和周密的工序质量控制,尤其是关键工序、重要工序的质量控制。这类控制很适合于研制和批量生产的军民品的工序控制。其方法是:
1、工艺规程的编制。根据企业工艺管理特点,采用细化工艺堆积编制方法,把关键或重要图纸尺寸、技术要求写入工序名称栏内,工序图纸中的关键尺寸、重要尺寸或其它技术要求(如形状、位置公差标量),在该尺寸旁加盖“关键”或“重要”印记。同时要明确工、夹、量、模具的使用及产品检测要求,必要时增订“内控标准”,纳入工艺规程。
2、关键工序、重要工序工艺资料的更改与试机。要求更改慎重,其审批比一般工序规定提高一级;采用新工艺、新技术时必须经过技术鉴定,其鉴定结论认为可行时方可纳入工艺规程。
3、关键工序、重要工序必须实行“三定”,即定人员、定设备、定工序。实行“三定”前要对操作者进行应知应会上岗考核,只有取得上岗合格证时方可上岗。
4、工、夹、量、模具处于良好工作状态,工位器具配套齐全适用,温度、湿度和环境符合生产规定。
5、严格批次管理。批次管理是指产品从原材料投入到交付出厂的整个生产制造过程中,实行严格按批次进行的科学管理,它贯穿于产品生产制造的全过程。搞好批次管理,能确保产品从原材料进厂到出厂交付的每个环节,做到“五清六分批”。五清指批次清、数量清、质量清、责任清、生产动态清;六分批指分批投料、分批加工、分批转工、分批入库、分批保管、分批装配。这样就能使在制品在周转过程中工序不漏、数量不差、零件不混,一旦发生质量问题能够迅速准确地查出原因,把返修报废的数量和用户使用的影响限制在最低程度。
6、检验人员必须执行“企业质量手册”的有关规定,严格首件检验,巡回检查和总检,并监督操作者严格按工艺文件规定进行操作,测量和填写图表,对不执行者,有权拒绝检查和验收 。
进行工序质量控制时,应着重于以下四方面的工作。
1。严格遵守工艺规程
施工工艺和操作规程,是进行施工操作的依据和法规,是确保工序质量的前提,任何人都必须严格执行,不得违犯。
2。主动控制工序活动条件的质量
工序活动条件包括的内容较多,主要是指影响质量的五大因素:即施工操作者、材料、施工机械设备、施工方法和施工环境等。只要将这些因素切实有效地控制起来,使它们处于被控制状态,确保工序投入品的质量,避免系统性因素变异发生,就能保证每道工序质量正常、稳定。
3。及时检验工序活动效果的质量
工序活动效果是评价工序质量是否符合标准的尺度。为此,必须加强质量检验工作,对质量状况进行综合统计与分析,及时掌握质量动态。一旦发现质量问题,随即研究处理,自始至终使工序活动效果的质量,满足规范和标准的要求。
4。设置工序质量控制点
控制点是指为了保证工序质量而需要进行控制的重点、或关键部位、或薄弱环节,以便在一定时期内、一定条件下进行强化管理,使工序处于良好的控制状态。
质量控制点设置的原则,是根据工程的重要程度,即质量特性值对整个工程质量的影响程度来确定。为此,在设置质量控制点时,首先要对施工的工程对象进行全面分析、比较,以明确质量控制点;尔后进一步分析所设置的质量控制点在施工中可能出现的质量问题、或造成质量隐患的原因,针对隐患的原因,相应地提出对策措施予以预防。由此可见,设置质量控制点,是对工程质量进行预控的有力措施。
质量控制点的涉及面较广,根据工程特点,视其重要性、复杂性、精确性、质量标准和要求,可能是结构复杂的某一工程项目,也可能是技术要求高、施工难度大的某一结构构件或分项、分部工程,也可能是影响质量关键的某一环节中的某一工序或若干工序。总之,无论是操作、材料、机械设备、施工顺序、技术参数、自然条件、工程环境等,均可作为质量控制点来设置 。
1。人的行为
某些工序或操作重点应控制人的行为,避免人的失误造成质量问题。如对高空作业、水下作业、危险作业、易燃易爆作业,重型构件吊装或多机抬吊,动作复杂而快速运转的机械操作,精密度和操作要求高的工序,技术难度大的工序等,都应从人的生理缺陷、心理活动、技术能力、思想素质等方面对操作者全面进行考核。事前还必须反复交底,提醒注意事项,以免产生错误行为和违纪违章现象。
2。物的状态
在某些工序或操作中,则应以物的状态作为控制的重点。如加工精度与施工机具有关;计量不准与计量设备、仪表有关;危险源与失稳、倾覆、腐蚀、毒气、振动、冲击、火花、爆炸等有关,也与立体交叉、多工种密集作业场所有关等。也就是说,根据不同工序的特点,有的应以控制机具设备为重点,有的应以防止失稳、倾覆、过热、腐蚀等危险源为重点、有的则应以作业场所作为控制的重点。
3。材料的质量和性能
材料的质量和性能是直接影响工程质量的主要因素;尤其是某些工序,更应将材料质量和性能作为控制的重点。如预应力筋加工,就要求钢筋匀质、弹性模量一致,含硫(S)量和含磷(P)量不能过大,以免产生热脆和冷脆;N级钢筋可焊性差,易热脆,用作预应力筋时,应尽量避免对焊接头,焊后要进行通电热处理,又如,石油沥青卷材,只能用石油沥青冷底子油和石油沥青胶铺贴,不能用焦油沥青冷底子油或焦油沥青胶铺贴,否则,就会影响质量。
4。关键的操作
如预应力筋张拉,在张拉程序为,要进行超张和持荷2min。超张拉的目的,是为了减少混凝土弹性压缩和徐变,减少钢筋的松弛、孔道摩阻力、锚具变形等原因所引起的应力损失;持荷2min的目的,是为了加速钢筋松弛的早发展,减少钢筋松弛的应力损失。在操作中,如果不进行超张拉和持荷2min,就不能可靠地建立预应力值;若张拉应力控制不准,过大或过小,亦不可能可靠地建立预应力值,这均会严重影响预应力的构件的质量。
5。施工顺序
有些工序或操作,必须严格控制相互之间的先后顺序。如冷拉钢筋,一定要先对焊后冷拉,否则,就会失去冷强。屋架的固定,一定要采取对角同时施焊,以免焊接应力使已校正好的屋架发生倾斜。升板法施工的脱模,应先四角、后四边、再中央,即先同时开动四个角柱上的升板机,时间控制为10s,约升高5~8mm为止,然后按同样的方法依次开动四边边柱的升板机和中间柱子上的升板机、这样使板分开后,再调整升差,整体同步提升,否则,将会造成板的断裂。或者采取从一排开始,逐排提升的办法,即先开动第一排柱上的升板机,约10s,升高5~8mm后,再依次开动第二排、第三排柱上的升板机,以同样的方法使板分开后再整体同步提升。升板脱模是升板法施工成败的关键,若不遵循脱膜的顺序,一开始就整体提升,则因板间的吸附力和粘结力过大,必然造成板的破坏 。2100433B
制革生产根据原料皮的种类及防腐方法、制革企业的生产条件、产品品质要求的不同,一般有30多道工序到50道工序不等。为了生产技术管理方便,通常将这些工序分为四大工段:鞣前准备工段、鞣制工段、鞣后湿加工工段、干燥及整饰工段。