钢塑复合管螺纹连接螺纹清理文献

 膨胀筛管螺纹连接技术研究
膨胀筛管螺纹连接技术研究
膨胀筛管螺纹连接技术研究
螺纹连接技术是膨胀管的核心技术之一,突破该技术对膨胀筛管技术的研究具有至关重要的意义。利用ANSYS软件对带有割缝的倒钩齿螺纹进行有限元计算,得到螺纹膨胀变形后的有限元分析结果,找出模拟螺纹结构的设计缺陷,提出了相应的解决方法,并对改进后的膨胀筛管螺纹进行了膨胀试验、抗拉试验、井下模拟试验及管内防砂试验。试验结果表明,膨胀筛管螺纹采用配合槽和销钉紧固设计,能够较好地满足筛管连接及膨胀要求,可以作为膨胀筛管的连接螺纹。
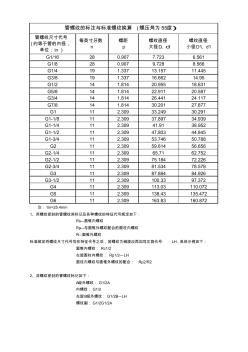 管螺纹的标注与管螺纹内径外径对照
管螺纹的标注与管螺纹内径外径对照
管螺纹的标注与管螺纹内径外径对照
管螺纹尺寸代号 (约等于管的内径, 单位: in) 每英寸牙数 n 螺距 p 螺纹直径 大径D、d 螺纹直径 小径D1、d1 G1/16 28 0.907 7.723 6.561 G1/8 28 0.907 9.728 8.566 G1/4 19 1.337 13.157 11.445 G3/8 19 1.337 16.662 14.95 G1/2 14 1.814 20.955 18.631 G5/8 14 1.814 22.911 20.587 G3/4 14 1.814 26.441 24.117 G7/8 14 1.814 30.201 27.877 G1 11 2.309 33.249 30.291 G1-1/8 11 2.309 37.897 34.939 G1-1/4 11 2.309 41.91 38.952 G1-1/2 11 2.309 47.803 44.845 G1