管加工文献

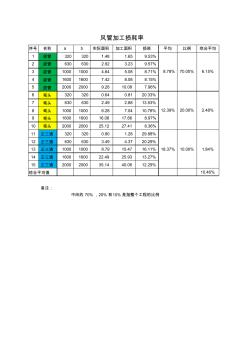 风管加工损耗
风管加工损耗
风管加工损耗
序号 名称 a b 实际面积 加工面积 损耗 平均 比例 综合平均 1 直管 320 320 1.48 1.65 9.53% 2 直管 630 630 2.92 3.23 9.57% 3 直管 1000 1000 4.64 5.08 8.71% 4 直管 1600 1600 7.42 8.08 8.15% 5 直管 2000 2000 9.28 10.08 7.96% 6 弯头 320 320 0.64 0.81 20.33% 7 弯头 630 630 2.49 2.88 13.53% 8 弯头 1000 1000 6.28 7.04 10.78% 9 弯头 1600 1600 16.08 17.66 8.97% 10 弯头 2000 2000 25.12 27.41 8.36% 11 正三通 320 320 0.90 1.28 29.88% 12 正三通 630 630 3.49 4.3
 铜管加工规范
铜管加工规范
铜管加工规范
铜及铜合金分类及产品牌号表示方法 : 页脚内容1 铜管加工规范 文件编号: LJGL-15-052 控制标示: 山东朗进科技股份有限公司 2008.11 铜及铜合金分类及产品牌号表示方法 : 页脚内容2 铜及铜合金分类及产品牌号表示方法 : 页脚内容3 山东朗进科技股份有限公 司 文件编号: LJGL-15-052 版 次: A/0 页 次:共 5 页,第 1 页 生效日期: 文件名称 铜管加工规范 1.目的: 为使铜管加工规范和标准化,避免设计人员无效设计。 2.适用范围 : 山东朗进科技股份有限公司特空厂。 3.内容及说明: 3.1 现将特空厂铜管加工模具及相应的最小加工尺寸进行分类统计。 3.2希望设计人员在后续的样机铜管设计中依此为参考, 避免图纸中出现无法加 工的尺寸规格,否则会给加工带来困难。 3.3 如有特殊技术要求,超出此加工能力的请提前说明及通知。 3.4 相关内容(见