光纤拉丝用石英玻璃把持管标准目次文献

 石英玻璃、耐高温石英玻璃、耐高压石英玻璃
石英玻璃、耐高温石英玻璃、耐高压石英玻璃
石英玻璃、耐高温石英玻璃、耐高压石英玻璃
石英玻璃、耐高温石英玻璃、耐高压石英玻璃 1、什么叫石英玻璃? 石英玻璃是单组份特种工业技术玻璃, 石英玻璃的莫氏硬度最大可达七级, 具有耐高温、 膨胀系数低、耐热震性、 化学稳定性和电绝缘性能良好, 并能透过紫外线和红外线。除氢氟 酸、热磷酸外, 对一般酸有较好的耐酸性。按透明度分为透明和不透明两大类。按纯度分为 高纯、普通和掺杂三类。熔制方法有电熔法、气炼法等。 石英玻璃具有独特的性能, 尤其透明石英玻璃的光学性能非常优异, 在紫外到红外辐射 的连续波长范围都有优良的透射比。 由于种类、工艺、原料的不同,石英玻璃多按工艺方法、用途及外观来分类,如电熔透 明石英玻璃、连熔石英玻璃、气炼透明石英玻璃、合成石英玻璃、不透明石英玻璃、光学石 英玻璃、半导体用石英玻璃、电光源用石英玻璃等。 2、石英玻璃化学性能 石英玻璃具有极低的热膨胀系数, 较高的耐温性, 极好的化学稳定性, 优良的电绝缘性,
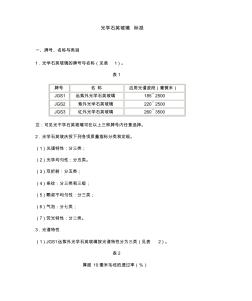 光学石英玻璃标准
光学石英玻璃标准
光学石英玻璃标准
光学石英玻璃 标准 一、牌号、名称与类别 1.光学石英玻璃的牌号与名称(见表 1)。 表1 牌号 名 称 应用光谱波段(毫微米) JGS1 远紫外光学石英玻璃 185̄ 2500 JGS2 紫外光学石英玻璃 220̄ 2500 JGS3 红外光学石英玻璃 260̄ 3500 注:可见光不学石英玻璃可在以上三种牌号内任意选择。 2.光学石英玻庆投下列各项质量指标分类和定级。 (1)光谱特性:分三类; (2)光学均匀性:分五类。 (3)双折射:分五类; (4)条纹:分三类和三级; (5)颗叔不均匀性:分三类; (6)气泡:分七类; (7)荧光特性:分二类。 3.光谱特性 (1)JGS1远紫外光学石英玻璃按光谱特性分为三类(见表 2)。 表2 厚度 10毫米毛坯的透过率(%) 类别 185 200 220 240 300 185̄ 1200 1