焊液
- 焊液,(Soldering water;soldering fluid) 传统不锈钢材料的焊接常常采用氩弧焊接。
-

选择特殊符号
选择搜索类型
请输入搜索
对于一些不锈钢小件、薄片,由于焊接温度过高(1000℃以上),极易产生焊点周边发黑现象,甚至出现菜花状缺陷,而人在操作时又要承受一定的电弧辐射;对于一些结构较为特殊的工件,由于工件结构所限,打磨抛光等再处理工序往往比较困难,这是众多不锈钢制品厂家困惑的问题。
通过400℃以下的低温焊接,就不会出现以上的发黑现象。用电烙铁焊工件时常用焊锡膏,松香,但只适合焊接铜,镍等产品,对于不锈钢材料就望尘莫及。这里就引出了一种新型产品――不锈钢锡焊液。
不锈钢锡焊液的焊接原理是在一定温度下使不锈钢表面发生局部氧化,使之能与液态锡融为一体,从而达到钢与钢之间的焊接。这种锡焊技术已开始广泛使用于不锈钢为主的各类制造业当中,它的优点是操作简便快捷,焊点强度同样很高,也适用于批量生产的波峰焊接当中,相信在不锈钢制品为主的各个行业中,不锈钢锡焊液一定占有它的一席之地。
在食品空罐制造和不锈钢器具加工业,焊液在焊接中起到了非常重要的作用。
通过400℃以下的低温焊接,就不会出现以上的发黑现象。用电烙铁焊工件时常用焊锡膏,松香,但只适合焊接铜,镍等产品,对于不锈钢材料就望尘莫及。这里就引出了一种新型产品――不锈钢锡焊液。
不锈钢锡焊液的焊接原理是在一定温度下使不锈钢表面发生局部氧化,使之能与液态锡融为一体,从而达到钢与钢之间的焊接。这种锡焊技术已开始广泛使用于不锈钢为主的各类制造业当中,它的优点是操作简便快捷,焊点强度同样很高,也适用于批量生产的波峰焊接当中,相信在不锈钢制品为主的各个行业中,不锈钢锡焊液一定占有它的一席之地。
在食品空罐制造和不锈钢器具加工业,焊液在焊接中起到了非常重要的作用。
焊液,(Soldering water;soldering fluid) 传统不锈钢材料的焊接常常采用氩弧焊接。对于一些不锈钢小件、薄片,由于焊接温度过高(1000℃以上),极易产生焊点周边发黑现象,甚至出现菜花状缺陷,而人在操作时又要承受一定的电弧辐射;对于一些结构较为特殊的工件,由于工件结构所限,打磨抛光等再处理工序往往比较困难,这是众多不锈钢制品厂家困惑的问题。
焊铜需要用铜焊粉,铜焊粉是在金属及合金的高温焊接过程中提高可焊性的粉末状材料,通过焊粉溶解,提高材料表面的流动性。一般成分为硼砂。可称为助焊剂。铜焊粉可以焊接铜,也可以焊接钨钢与钢材、低合金钢等
不好用,温度不足,而且不能很好的烧到一个点上,我一直是用液化气加氧气使用.
不行的。氧气和液化气产生的热能不同,液化气达不到焊接所需的温度。

 铝合金拼焊板充液成形技术研究
铝合金拼焊板充液成形技术研究
铝合金拼焊板充液成形技术研究
铝合金拼焊板充液成形技术是拼焊板成形技术和充液成形技术的综合运用,兼具了这2种先进成形技术的双重优点,在汽车、航空航天等领域具有广泛的应用前景。介绍了铝合金拼焊板焊接方法、激光焊接的特点与难点,探讨了拼焊板充液成形技术的原理、特点及国内外研究现状,指出了开展此项研究的必要性和重要意义。
 事故浆液箱焊接方案
事故浆液箱焊接方案
事故浆液箱焊接方案
1 一 .编制说明 事故浆液箱属华电国际莱州电厂一期( 2×1000MW)工程脱硫岛内重要设备,由福建龙净环 保股份有限公司设计,我公司承担的施工任务。为保证优质、快速、顺利地完成施工任务。特编 制此技术方案以指导施工操作。 二 .编制依据 《华电莱州电厂脱硫工程施工组织设计》 施工图纸:(福建龙净环保股份有限公司) 中铁十九局一公司质量管理手册及程序文件 《现场设备、工业管道焊接工程施工及验收规范》 GB50236-98 《立式圆筒型钢制储罐 施工工艺 标准》 GBJ128-90 《钢结构工程施工质量验收规范》 GB50205-2002 施工现场安全生产保证体系 DBJ08---903---2003 《施工现场临时用电安全技术规范》 JGJ46-88 《电力建设安全工作规程》 DL 5009.1 —2002 三 .工程概况 1、工程简介 本工程为华电国际莱 州电厂一
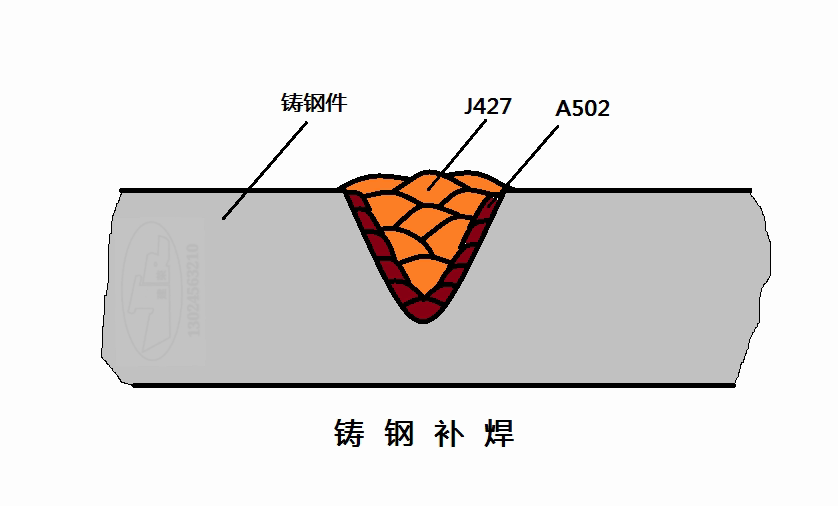
有一体积较大的液压件外壳(ZG310-570),在使用中发现有80mm长曲线裂纹,己补焊过二次,现在裂纹沿焊缝边伸长至220mm左右,分析两次失败原因大约为:①清理缺陷不彻底。②焊接电流过大或采用连续焊。③该铸钢铸造质量差。④该液压件压力大而且泄压频繁。⑤两次补焊造成应力扩散。
根据上述原因采取如下操作工艺焊接后,经一年多使用一切正常:
1,焊前清理:首先清理铸件外壳表面油、污等,略加热看清裂纹终始端钻止裂孔,再将裂纹及焊缝用气刨清理干净,并用手砂轮磨去氧化皮,使其露出金属光泽;。
2,焊机与焊材选用:①焊机用直流型400。②焊材采用过渡层,用ø3.2 A502 250℃烘1h;填充、盖面层用J427,350℃烘1h。
3,预热:在施焊区域预热400~500℃。
4,电流:A502采用电流90~100A;J427采用电流100~110A,在保证熔合良好的情况下,焊速稍快些。
5,操作手法:A502在坡口上焊较薄的一层,其余用J427填充和盖面;在整个施焊过程中要分小段焊、分散焊、交叉焊;焊条不摆动;每小段焊完就立即锤击,舒展张力,减少应力;层间温度控制在150℃以下;焊后缓冷。总的来说要减少热输入,降低焊接应力。
本文为“威尔鼎王”原创,特此声明。
《锡焊用液态焊剂(松香基)(GB/T 9491-2002)》自实施之日起代替原行业标准SJ/T 10946—1996。本标准由中华人民共和国信息产业部提出。本标准由信息产业部电子第四研究所归口。本标准主要起草单位:中国电子技术标准化研究所、朝阳助焊剂厂等。本标准主要起草人:童晓明、刘筠、杨嘉骥、何秀坤、孙吟。
版权页:
插图:
5.11.2.1.2结果评定
取三块(一组)试件的最小值作为焊接前的绝缘电阻值。
5.11.2.2焊接后的绝缘电阻
5.11.2.2.1试验步骤
分别将0.3 mL焊剂试样均匀地滴加在按5.10.1制备的三块(一组)试件上,并在235 3℃的焊料槽上漂浮3 s(有线路面向下),然后放入40℃和相对湿度为90%~95%的试验箱中保持96 h,在室温和相对湿度为90%(有酒石酸钾钠饱和溶液的器皿)的条件下恢复1h,用高阻仪(量程为106Ω~1017Ω、电压为d.c.500 V)按图示分别测1—2、2—3、3—4和4—5点间的绝缘电阻(1 min后读数),并记录。
5. 11.2.2.2结果评定
取三块(一组)试件的最小值作为焊接后的绝缘电阻。
5.11.2.3焊接后和加电试验后的绝缘电阻
5.11.2.3.1焊剂处理
焊剂应先在85℃±2℃、相对湿度85%±2%下保持168 h后,涂焊剂,有焊剂面向下,在245℃~260℃下保持4s±1s,波峰速度应使接触时间保持3s±1s,取下,有图形面向上放置,在不清洗条件下放入试验箱。
5.11.2.3.2试验步骤
试验应在试验箱内进行。将三块(一组)试样放在温度85℃±2℃,相对湿度20%的试验箱内3h;15 min内将湿度慢慢升至85%±2%,至少保持1h(若用干燥器和岩溶液则保持24 h);加偏压d.c.40 V~d.c.50 V,分别在进箱后24 h、96 h和168 h测试试样各点间的绝缘电阻,注意测试时撤销偏压,加与偏压相反的试验电压d.c.100 V,并记录。
评价96 h和168 h下所测的绝缘电阻值。如果失效,应注明原因:如划痕、桥接等。
5.11.2.3.3结果评定
取三块(一组)试件的最小值作为焊接后和加电试验后的绝缘电阻。
5.12铜板腐蚀性
5.12.1试样
每次试验用焊剂试样中的固体含量应为0.035 g~0.036 g,共5个焊剂试样。
5.12.2材料和设备
a)焊料槽。
b)潮湿箱:能维持温度50℃±2℃和相对湿度90%±2%。
c)空气干燥箱。
d)显微仪:至少放大20倍。
e)化学试剂:所有的化学试剂必须是试剂级:
过硫酸氨;
硫酸;
脱脂试剂、丙酮;
去离子水。