冲焊桥壳成形文献

 ZL50型轮式装载机冲焊结构驱动桥壳有限元分析
ZL50型轮式装载机冲焊结构驱动桥壳有限元分析
ZL50型轮式装载机冲焊结构驱动桥壳有限元分析
驱动桥壳是装载机的主要承载构件,承受着多个方向的载荷,应具有足够的强度和刚度。传统铸造桥壳存在制造周期长、工艺复杂等不足之处,为简化工艺、降低成本,研制开发了一种新型冲压焊接结构驱动桥壳。利用有限元分析软件ANSYS建立了ZL50型装载机冲压焊接结构驱动桥壳的有限元分析模型,对桥壳进行了3种典型工况的分析计算,获得了该结构桥壳在各工况下的变形和应力分布,结果表明桥壳能满足各工况工作要求,为下一步的结构优化设计提供了理论依据。
 无缝钢管成形汽车整体桥壳工艺
无缝钢管成形汽车整体桥壳工艺
无缝钢管成形汽车整体桥壳工艺
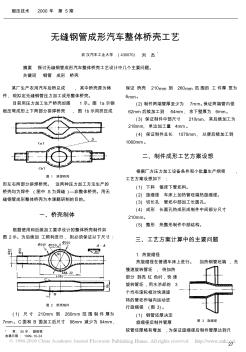
锻压技术 2000 年 第 5 期 无缝钢管成形汽车整体桥壳工艺 武汉汽车工业大学 ( 430070) 刘 杰 * 摘要 探讨无缝钢管成形汽车整体桥壳工艺设计中几个主要问题。 关键词 钢管 成形 桥壳 * 男 , 55 岁 , 副教授 收稿日期 : 1999- 10-24 某厂生产农用汽车后桥总成 , 其中桥壳原为铸 件 , 现拟定无缝钢管压力加工成形整体桥壳。 目前用压力加工生产桥壳如图 1 示。图 1a示钢 板压弯成形上下两部分拼焊桥壳 , 图 1b示用挤压成 图 1 拼焊桥壳 形左右两部分拼焊桥壳。 这两种压力加工方法生产的 桥壳均为焊件 ( 图中 S为焊缝 )—非整体桥壳。用无 缝钢管成形整体桥壳为本课题研制的目的。 一、桥壳制体 根据使用和后续加工要求设计的整体桥壳制件如 图 2示。为后续加 工顺利进行 , 则必须保证以下尺寸 : 图 2 桥壳制件 ( 1)