选择特殊符号
选择搜索类型
请输入搜索

① 珩磨时,工件安装在珩床工作台上或夹具中,具有若干油石条的珩磨头插入已加工的孔中,由机床主轴带动旋转并作轴向往复运动。油石条以一定压力与孔壁接触,即可切去一层极薄的金属。珩磨头与主轴一般成浮动联接。
② 珩磨头有机械加压式、气压或液压自动调压式数种。图中所示的珩磨头为机械加压式,实际生产中多用液压调压式。
① 珩磨加工是一种使工件加工表面达到高精度、高表面质量、高寿命的一种高效加工方法,可有效地提高尺寸精度、形状精度和减小Ra值,但不能提高孔与其他表面的位置精度。
② 可加工铸铁件、淬硬和不淬硬钢件及青铜件等,但不宜加工韧性大的有色金属件。、
③ 珩磨主要用于孔加工。在孔珩磨加工中,是以原加工孔中心来进行导向。加工孔径范围为φ5~ φ500,深径比可达10。
④ 珩磨广泛用于大批大量生产中加工汽缸孔、油缸筒、阀孔以及多种炮筒等。亦可用于单件小批生产中。
⑤珩磨时同轴度无法确定。
⑥珩磨与研磨相比,珩磨具有可减轻工人体力劳动、生产率高、易实现自动化等特点。
用镶嵌在珩磨头上的油石(也称珩磨条)对精加工表面进行的精整加工(见切削加工)。珩磨主要用于加工孔径为5~500毫米或更大的各种圆柱孔,如缸筒、阀孔、连杆孔和箱体孔等,孔深与孔径之比可达10,甚至更大。在一定条件下,珩磨也能加工外圆、平面、球面和齿面等。圆柱珩磨的表面粗糙度一 般可达Ra0.32~0.08微米,精珩时可达Ra0.04微米以下,并能少量提高几何精度,加工精度可达IT7~4。平面珩磨的表面质量略差。

① 珩磨时,工件安装在珩床工作台上或夹具中,具有若干油石条的珩磨头插入已加工的孔中,由机床主轴带动旋转并作轴向往复运动。油石条以一定压力与孔壁接触,即可切去一层极薄的金属。珩磨头与主轴一般成浮动联接。...
1)新磨条粘好后必须到外圆磨床进行“规圆”,尤其是金刚石磨条,若不进行规圆的要磨几万件产品才可能正常使用。规圆就是用工装将磨头装夹,涨起磨条,然后磨平磨条(平均到为止)。一般磨头出厂时都带有此工装的,...
请教,关与珩磨机: 在更换珩磨头的时候,珩磨尺寸变化很大是为什么
如果你的机台是使用自测控设备的话(气动薄膜量仪),那是因为珩磨头的工艺条件改变引起的。包括有:1)磨头两个气嘴间的径向尺寸。这个影响是最大的,因为它们决定了气嘴与工件间的间隙大小,而这个尺寸直接反映成...
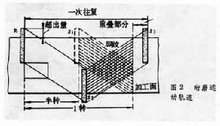
珩磨一般采用珩磨机,机床主轴与珩磨头一般是浮动联接;但为了提高纠正工件几何形状的能力,也可以用刚性联接。珩孔时,珩磨头外周一般镶有2~10根油石,由机床主轴带动在孔内旋转,并同时作直线往复运动,这是主运动;同时通过珩磨头中的弹簧或液压力控制油石均匀外涨,对被加工的孔壁作径向进给。图1为内圆珩磨示意图。珩磨头每分钟往复次数与转数之比应取非整数,使磨料在工件表面形成的加工痕迹成为交叉的网纹而不相重复。图2为单条油石在孔内珩磨时的运动轨迹。油石上下往复一次,工件回转一圈多。粗珩油石的磨料粒度为120~180,精珩用W28以下的细粒度油石。油石宽为3~20毫米,长度约为孔长的1/3~3/4。油石在孔内往复移动时,两端超越孔外的长度不宜大于油石全长的1/3,否则易产生喇叭口;但超程小于油石长度1/4时,又会使孔呈鼓形。外圆、平面的珩磨原理和操作要求与内圆珩磨相同。
珩磨余量一般不超过0.2毫米。珩磨的圆周速度,对钢材加工约为15~30米/分,对铸铁或有色金属加工可提高到50米/分以上;珩磨的往复速度不宜超过15~20米/分。油石对孔壁的压力一般为0.3~0.5兆帕,粗珩时可达1兆帕左右,精珩可小于0.1兆帕。由于珩磨时油石与工件是面接触,每颗磨粒对工件表面的垂直压力只有磨削时的1/50~1/100,加上珩磨速度低,故切削区的温度可保持在50~150℃范围内,有利于减小加工表面的残余应力,提高表面质量。为了冲刷切屑,避免堵塞油石,同时降低切削区温度和降低表面粗糙度,珩磨时采用的切削液要有一定的工作压力并经过滤。切削液大都采用煤油,或煤油加锭子油,也有采用极压乳化液的。在没有专门珩磨机的情况下也可以将珩磨刀架安装在立式钻床上来实现珩磨内孔的任务。
20世纪70年代开始采用金属结合剂的金刚石油石和立方氮化硼油石,用以加工淬火钢或铸铁时,磨耗量仅为普通油石的1/150~1/250,同时油石对工件的压力也可提高2~3倍,从而使珩磨的效率和表面质量进一步得到提高。

 发动机缸孔珩磨网纹角的测量
发动机缸孔珩磨网纹角的测量
发动机缸孔珩磨网纹角的测量
缸孔网纹角是反映缸孔面加工质量的重要参数,目前还没有专用仪器或专用检具来准确测量,只是通过珩磨床的切削技术参数来保证。 神龙汽车公司是中法合资的大型轿车生产企业,对产品质量有极其严格的要求,对每一道加工工序的每一个参数都要进行质量控制,为此我们开发了网纹角的两种测量方法来保证缸孔网纹角的加工质量。以下做简单介绍,供同行参考使用。 1.用印模投影法来测量缸孔的珩磨网纹角度
珩磨机(honing machine)
利用珩磨头珩磨工件精加工表面的磨床。主要用在汽车、拖拉机、液压件、轴承、航空等制造业中珩磨工件的孔。珩磨机有立式和卧式两种。
立式珩磨机的主轴工作行程较短,适用于珩磨缸体和箱体孔等。镶嵌有油石的珩磨头由竖直安置的主轴带动旋转,同时在液压装置的驱动下作垂直往复进给运动(见机床)。卧式珩磨机的工作行程较长,适用于珩磨深孔,深度可达3000毫米。水平安置的珩磨头不旋转,只作轴向往复运动,工件由主轴带动旋转,床身中部设有支承工件的中心架和支承珩磨杆的导向架。在加工过程中,珩磨头的油石在胀缩机构作用下作径向进给,把工件逐步加工到所需尺寸。新型的珩磨机多采用液压胀缩的珩磨头。珩磨机大多是半自动的,常带有自动测量装置,还可纳入自动生产线工作。除加工孔的珩磨机外,还有加工其他表面的外圆珩磨机、轴承滚道珩磨机、平面珩磨机和曲面珩磨机等。
四连杆式珩磨头,用于珩磨管件的内壁,属于对石油管件加工设备的改进。目前的深孔卧式强力珩磨机,珩磨的直径范围很窄,砂条更换频繁、麻烦,珩磨的效率低。本实用新型的四连杆式珩磨头由珩磨头主体和磨削用砂条构成,其特征在于珩磨头主体芯轴上设有前端滑块和后端滑块,磨削用砂条固定在若干组砂条架上,砂条架上安装前部连杆和后部连杆,前部连杆与前端滑块连接,后部连杆与后端滑块连接,构成四连杆式结构,前端滑块与后端滑块之间芯轴上设有复位弹簧,前端滑块固定在珩磨头芯轴前端,后端滑块通过螺栓固定在芯轴上。四连杆式珩磨头可珩磨管件口径变化较大和同规格不同壁厚的管件,珩磨直径在作业中方便可调,砂条更换简便。
