合金结构钢及不锈钢的焊接图书目录文献

 合金结构钢、不锈钢棒
合金结构钢、不锈钢棒
合金结构钢、不锈钢棒
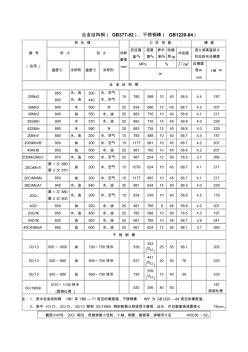
合金结构钢( GB377-82)、不锈钢棒( GB1220-84) 钢 号 (应用) 热 处 理 试样 直径 mm 力 学 性 能 硬 度 淬 火 回 火 抗拉强 度 屈服 限 伸长 率 收缩 率ψ 冲击值 退火或高温回火 状态的布氏硬度 温度℃ 冷却剂 温度℃ 冷却剂 MPa % 压痕直 径≥ mm HB *≤ ≥ 合 金 结 构 钢 20Mn2 850 850 水、油 水、油 200 440 水、空气 水、空气 15 785 588 10 40 58.5 4.4 187 35Mn2 840 水 500 水 25 834 686 12 45 68.7 4.2 207 45Mn2 840 油 550 水、油 25 883 735 10 40 58.8 4.1 217 35SiMn 900 水 570 水、油 25 883 735 15 45 58.8 4.0 229 4
