绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管。绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
-

选择特殊符号
选择搜索类型
请输入搜索
绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,
滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管。绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形消除,硬度提高HV≥4°
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
焊接、扩管、缩管、热挤压、冷挤压、热滚压、冷滚压、弯管、。。。。。
1.首先要了解订单产品的数量,图纸,工艺,工序数量以及同行业的类似产品加工费用。 2.进行订单或者图纸评审,现有工艺是否满足客户需求,人员配置是否充足。 3.原材料选择,供应商询价、模具开发或原有模具...
2014年全国注册建造师考试 建设工程造价管理 建设工程计价 建设工程造价案例分析 建设工程技术与计量 第 &nbs...
绗磨管和无缝钢管的区别
1、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2、绗磨管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。
绗磨管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
热轧绗磨管后的区别
热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
10# 0.07~0.13 0.17~0.37 0.35~0.65 ≤0.035 ≤0.035
20# 0.17~0.23 0.17~0.37 0.35~0.65 ≤0.035 ≤0.035
35# 0.32~0.39 0.17~0.37 0.35~0.65 ≤0.035 ≤0.035
45# 0.42~0.50 0.17~0.37 0.50~0.80 ≤0.035 ≤0.035
40cr 0.37~0.44 0.17~0.37 0.50~0.80 ≤0.035 ≤0.035 0.08~1.10
25Mn 0.22~0.2 0.17~0.37 0.70~1.00 ≤0.035 ≤0.035 ≤0.25
37Mn5 0.30~0.39 0.15~0.30 1.20~1.50 ≤0.015 ≤0.020
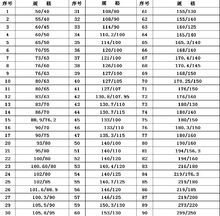
常用规格如下表

 弯管加工工艺
弯管加工工艺
弯管加工工艺
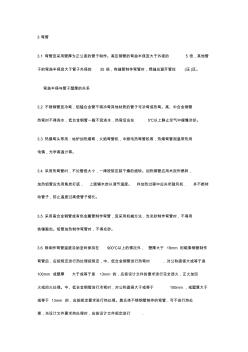
3 弯管 3.1 弯管宜采用壁厚为正公差的管子制作。高压钢管的弯曲半径宜大于外径的 5 倍,其他管 子的弯曲半径宜大于管子外径的 35 倍,有缝管制作弯管时,焊缝应避开管拉 (压 )区。 弯曲半径与管子壁厚的关系 3.2 不锈钢管宜冷弯,铝锰合金管不得冷弯其他材质的管子可冷弯或热弯。高、中合金钢管 热弯时不得浇水,低台金钢管一般不宜浇水,热弯后应在 5℃以上静止空气中缓慢冷却。 3.3 热煨弯头常用:地炉加热煨弯,火焰弯管机,中频电热弯管机等,热煨弯管测温常热用 电偶,光学高温计等。 3.4 采用热弯管时,不论管径大小,一律按规定装干燥的细砂。加热铜管应用术炭作燃料, 加热铝管应先用焦炭打底, 上面铺木炭以调节温度。 存加热过程中应关闭鼓风机. 并不断转 动管子,防止温度过高使管子熔化。 3.5 采用高合金钢管或有色金属管制作弯管,宜采用机械方法,当充砂制作弯管时,不得用 铁锤敲击。铅管加
 真空管加工工艺
真空管加工工艺
真空管加工工艺
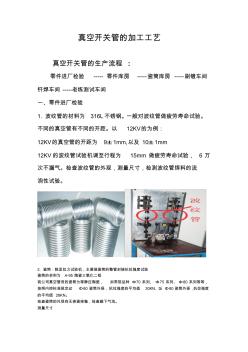
真空开关管的加工工艺 真空开关管的生产流程 : 零件进厂检验 ----- 零件库房 -----瓷筒库房 -----刷镀车间 钎焊车间 -----老练测试车间 一、零件进厂检验 1. 波纹管的材料为 316L不锈钢。一般对波纹管做疲劳寿命试验。 不同的真空管有不同的开距。以 12KV的为例: 12KV的真空管的开距为 9±1mm,以及 10±1mm 12KV的波纹管试验机调至行程为 15mm 做疲劳寿命试验, 6 万 次不漏气。检查波纹管的外观,测量尺寸,检测波纹管焊料的流 淌性试验。 2. 瓷筒:数显拉力试验机,主要做瓷筒的整管封接抗拉强度试验 瓷筒的材料为 A-95 陶瓷三氧化二铝 我公司真空管用的瓷筒为等静压陶瓷, 如常规品种 Ф70 系列、 Ф75 系列、 Ф80 系列等等, 按照内控标准规定≧ Ф80 瓷筒外径,抗拉强度的平均值 30KN, ≦ Ф80瓷筒外径 ,抗拉强度 的平
1、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2、绗磨管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。
绗磨管的特点
1.外径更小。
2.精度高可做小批量生产
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
1、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2、绗磨管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。
绗磨管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
1、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2、绗磨管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。
绗磨管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。