黑色氧化处理氧化溶液测定文献

 钢铁的氧化处理
钢铁的氧化处理
钢铁的氧化处理
钢铁的氧化处理 钢铁的氧化处理俗称发蓝 (发黑 ),因为氧化处理后的零件表面生成的氧化膜呈 黑色而得名。现代工业上钢铁发蓝采用高温型和常温型两种工艺。无论高温氧化还 是常温发黑,膜层厚度均只有 0.6μm~1.5μm,故不影响零件的精度。钢铁经发蓝 处理后虽可提高耐蚀性,但效果均不及 金属镀层,也不如磷化层。氧化后的工件经 适当的后处理, 可明显提高其耐蚀性和润滑性。 钢铁氧化成本较低、 工效高、保持 精度,又无氢脆危险,常用作机械、精密仪器、兵器和日常用品的一般防护、装饰。 一些对氢脆很敏感的弹簧钢、细铁丝和薄钢片 也常用发蓝膜作防护层。 第一节钢铁高温氧化法 一、基本原理 高温发蓝是将钢铁浸入浓氢氧化钠溶液中, 在大于 l00℃的高温下氧 化处理,氧化膜的主要成分是磁性氧化铁 (Fe3O4)。其实膜层颜色并非都是蓝 黑色, 它取决于钢铁材料的成分、表面状态和氧化工艺规范。一般钢铁呈 黑

 二氧化氯氧化处理酸性橙Ⅱ的研究
二氧化氯氧化处理酸性橙Ⅱ的研究
二氧化氯氧化处理酸性橙Ⅱ的研究
二氧化氯氧化处理酸性橙Ⅱ的研究——本论文利用自制的二氧化氯对酸性橙Ⅱ染料废水,进行氧化处理,作了二氧化氯用量、pH值、反应时间及温度等不同实验条件下处理效果的研究。常温下,二氧化氯与酸性橙Ⅱ浓度比为3:20,pH为5左右,反应时间为30min,脱色率可达...
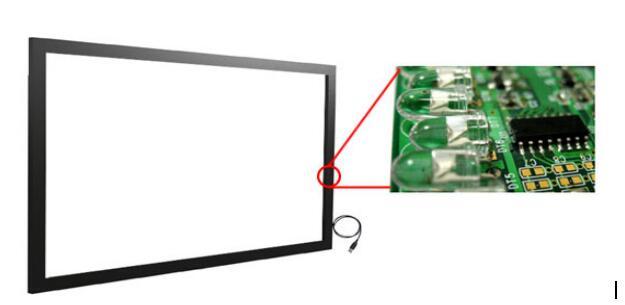 融创方圆大尺寸多点触摸屏在方便运设计采用是可拆装成4条边包装,大大节省运输成本、运输到现场安装施工简单方便,出厂每一个规格红外框边标好A、B、C、D四个字母,将四个字母对应后对端子排线连接起来,一根USB数据线连接(屏幕离主机比较远可外用网线加信号放大器传输)操作系统即可以使用,安装现场多样性。
融创方圆大尺寸多点触摸屏在方便运设计采用是可拆装成4条边包装,大大节省运输成本、运输到现场安装施工简单方便,出厂每一个规格红外框边标好A、B、C、D四个字母,将四个字母对应后对端子排线连接起来,一根USB数据线连接(屏幕离主机比较远可外用网线加信号放大器传输)操作系统即可以使用,安装现场多样性。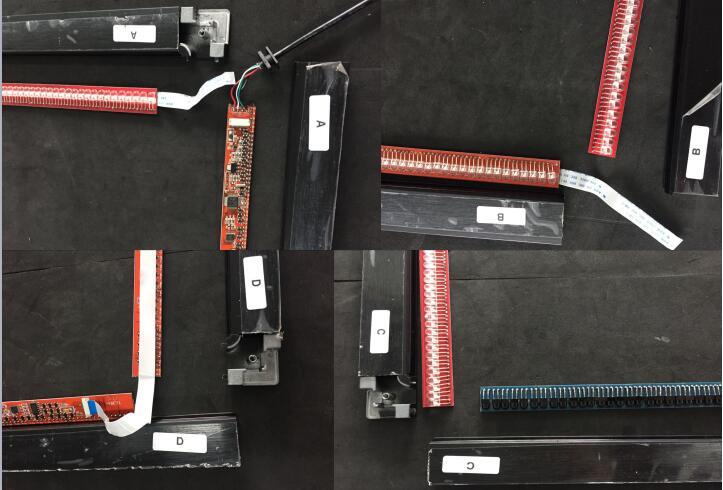

 融创方圆大尺寸真多点触摸屏产品售出之日起,对于甲方非人为因素造成的损坏,乙方提供24个月保修,24个月内中国大陆境内免费维修;对于甲方人为因素引起的损坏,乙方仅负责维修,维修期间发生的所有费用由甲方承担。因甲方使用环境原因(包括但不限于强光干扰、强电磁辐射)造成乙方产品无法正常使用乙方不承担售后服务责任,保修期满乙方提供终身有偿维护,更换配件乙方按市场价格收取实际费用原配件所有权归甲方所有,返厂产品运费有甲方承担。
融创方圆大尺寸真多点触摸屏产品售出之日起,对于甲方非人为因素造成的损坏,乙方提供24个月保修,24个月内中国大陆境内免费维修;对于甲方人为因素引起的损坏,乙方仅负责维修,维修期间发生的所有费用由甲方承担。因甲方使用环境原因(包括但不限于强光干扰、强电磁辐射)造成乙方产品无法正常使用乙方不承担售后服务责任,保修期满乙方提供终身有偿维护,更换配件乙方按市场价格收取实际费用原配件所有权归甲方所有,返厂产品运费有甲方承担。