直径1-60mm的内径环规、公差为1.0μm
直径62-90mm的内径环规、公差为1.5μm
直径100-150mm的内径环规、公差为2.0μm
直径175-225mm的内径环规、公差为2.5μm校表环规
直径250-300mm的内径环规、公差为3.0μm
直径.1"-2.4"的内径环规、公差为.00004"
直径2.5"-3.6"的内径环规、公差为.00006"
直径4"-6"的内径环规、公差为.00008"
直径7"-9"的内径环规、公差为.00010"
直径10"-12"的内径环规、公差为.00012"
内径环规直径在卧式光学计(或测长机)上用4等量块与量块附件组成的内尺寸以比较法测量,或用孔径测量仪测量。应测量校对环规上、中、下三个截面,每个截面应在相互垂直的2个直径方向上进行,以环规中间截面的实际尺寸作为校准结果,测得6个尺寸中最大值与最小值之差即为直径变动量。内径环规 - 标准环规检定规程 按JJG894标准环规检定规程的规定,100mm以下标准环规的直径尺寸允差即便是最高等级的1等标准环规也已经是±1.5μm和±2.0μm,已经大于或者等于被检孔径千分尺的示值误差允许值±1.2μm和±2.0μm似乎不可用。但是,如果认真看一下JJG894就会发现标准环规的直径变动量只有0.15μm以下,锥度在0.4μm以下,合成后为0.43,是孔径千分尺示值误差允许值2.4(即±1.2μm的全宽)的1/5以下,且由该检定规程表11知直径测量不确定度为0.1 1L=0.2μm,无论怎么说都满足我们常说的三分之一原则要求。需要采取的具体措施是,要求检定单位给出标准环规的直径修正值,只要以修正后的环规尺寸校准孔径千分尺,也就不存在什么问题了。
内径环规 - 环规(内径环规)的包装 一般采用木箱或纸箱。
内径环规 - 内径环规的用途 内径环规是以指定位置垂直于轴线的中截面内孔直径作为工作长度的高准确度尺寸量具,通过它对测孔仪器及量具进行检定和校准。
内径环规 - 内径环规特点 高品质合金钢制成,非常坚固;稳定的螺纹面是按照严格的质量控制程序制成,以确保高质量,提高磨损寿命;环规按照外观上可以分为:内径环规也叫光环规、内径环规、平行内径环规等;按照用途以及制造标准的不同可以分为:标准环规、SK标准环规、德国标准环规、管用环规等;按照制造材料的不同亦可有陶瓷环规以及金属环规之区别。
内径环规 - 各种标准环规适用范围 根据制造精度和测量不确定度分为1,2,3三个等级,各种标准环规适用范围如下:
A.等标准环规用于校准检定2等标准环规的仪器,或作为高精度气动量仪、电子塞规标定、校准之用。
B.等标准环规用于测长机及卧式测长仪内测尺寸校准,或作不确定度在1-2微米的气动量仪、电子塞规标定、校准之用。
C.等标准环规用于内径表、内径千分尺或响应精度的气动塞规及电子塞规校准之用。

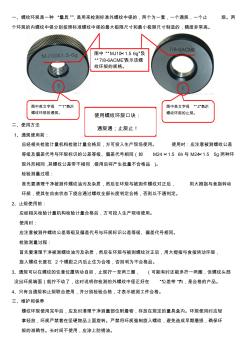 螺纹环规(通规止规)的使用方法
螺纹环规(通规止规)的使用方法
