环形锻件文献


 LED环形灯比环形荧光灯好在哪里
LED环形灯比环形荧光灯好在哪里
LED环形灯比环形荧光灯好在哪里
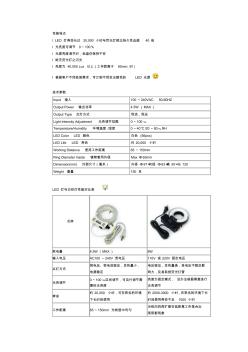
性能特点 l LED 灯寿命长达 20,000 小时与荧光灯相比持久性远超 40 倍 l 光亮度可调节 0~100% l 光源亮度调节时,色温仍保持不变 l 绝无荧光灯之闪光 l 亮度为 40,000 Lux 以上(工作距离于 65mm 时) l 根据客户不同检测需求,可订制不同发光颜色的 LED 光源 技术参数 Input 输入 100~240VAC 50-60HZ Output Power 输出功率 4.5W (MAX) Output Type 点灯方式 恒流,恒压 Light Intensity Adjustment 光亮调节范围 0~100﹪ Temperature/Humidity 环境温度 /湿度 0~40℃ /20~80﹪RH LED Color LED 颜色 白色 (56pcs) LED Life LED 寿命 约 20,00


