牌号 铸件壁厚 最小抗拉强度Ób/MPa 硬度分级 铸件硬度范围HBS 主要金相组织 HT100 2.5~10
10~20
20~30
30~50
130
100
90
80
H145 ≤170 铁素体 HT150 2.5~10
10~20
20~30
30~50
175
145
130
120
H175 150~200 铁素体+珠光体 HT200 2.5~10
10~20
20~30
30~50
220
195
170
160
H195 170~220 珠光体 HT250 4.0~10
10~20
20~30
30~50
270
240
220
200
H215 190~240 珠光体 HT300 10~20
20~30
30~50
290
250
230
H235 210~260 100%珠光体(孕育铸铁) HT350 10~20
20~30
30~50
340
290
260
H255 230~280 100%珠光体(孕育铸铁)
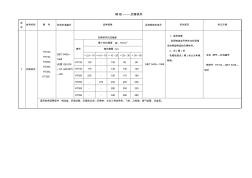
| 牌号 | 铸件壁厚 | 最小抗拉强度Ób/MPa | 硬度分级 | 铸件硬度范围HBS | 主要金相组织 |
| HT100 | 2.5~10 10~20 20~30 30~50 | 130 100 90 80 | H145 | ≤170 | 铁素体 |
| HT150 | 2.5~10 10~20 20~30 30~50 | 175 145 130 120 | H175 | 150~200 | 铁素体+珠光体 |
| HT200 | 2.5~10 10~20 20~30 30~50 | 220 195 170 160 | H195 | 170~220 | 珠光体 |
| HT250 | 4.0~10 10~20 20~30 30~50 | 270 240 220 200 | H215 | 190~240 | 珠光体 |
| HT300 | 10~20 20~30 30~50 | 290 250 230 | H235 | 210~260 | 100%珠光体(孕育铸铁) |
| HT350 | 10~20 20~30 30~50 | 340 290 260 | H255 | 230~280 | 100%珠光体(孕育铸铁) |
牌号
铸件壁厚
最小抗拉强度Ób/MPa
硬度分级
铸件硬度范围HBS
主要金相组织
HT100
2.5~10
10~20
20~30
30~50
130
100
90
80
H145
≤170
铁素体
HT150
2.5~10
10~20
20~30
30~50
175
145
130
120
H175
150~200
铁素体+珠光体
HT200
2.5~10
10~20
20~30
30~50
220
195
170
160
H195
170~220
珠光体
HT250
4.0~10
10~20
20~30
30~50
270
240
220
200
H215
190~240
珠光体
HT300
10~20
20~30
30~50
290
250
230
H235
210~260
100%珠光体(孕育铸铁)
HT350
10~20
20~30
30~50
340
290
260
H255
230~280
100%珠光体(孕育铸铁)
牌号 铸件壁厚/mm 最小抗拉强度ób/MPa≥ 附铸试棒 附铸试块 铸件(仅供参考) Ф30mm Ф50mm R15mm R25mm > ≤ HT150 20 40 130 -- (120) -- 120 40 80 115 (115) 110 -- 105 80 150 -- 105 -- 100 90 150 300 -- 100 -- 90 80 HT200 20 40 180 -- (170) -- 165 40 80 160 (155) 150 -- 145 80 150 -- 145 -- 140 130 150 300 -- 135 -- 130 120 HT250 20 40 220 -- (210) -- 205 40 80 200 190 190 -- 180 80 150 -- 180 -- 170 165 150 300 -- 165 -- 160 150 HT300 20 40 260 -- (250) -- 245 40 80 235 (230) 225 -- 215 80 150 -- 210 -- 200 195 150 300 -- 195 -- 185 180 HT350 20 40 300 -- (290) -- 285 40 80 270 (265) 260 -- 255 80 150 -- 240 -- 230 225 150 300 -- 215 -- 210 205
| 牌号 | 铸件壁厚/mm | 最小抗拉强度ób/MPa≥ |
| 附铸试棒 | 附铸试块 | 铸件(仅供参考) |
| Ф30mm | Ф50mm | R15mm | R25mm |
| > | ≤ |
| HT150 | 20 | 40 | 130 | -- | (120) | -- | 120 |
| 40 | 80 | 115 | (115) | 110 | -- | 105 |
| 80 | 150 | -- | 105 | -- | 100 | 90 |
| 150 | 300 | -- | 100 | -- | 90 | 80 |
| HT200 | 20 | 40 | 180 | -- | (170) | -- | 165 |
| 40 | 80 | 160 | (155) | 150 | -- | 145 |
| 80 | 150 | -- | 145 | -- | 140 | 130 |
| 150 | 300 | -- | 135 | -- | 130 | 120 |
| HT250 | 20 | 40 | 220 | -- | (210) | -- | 205 |
| 40 | 80 | 200 | 190 | 190 | -- | 180 |
| 80 | 150 | -- | 180 | -- | 170 | 165 |
| 150 | 300 | -- | 165 | -- | 160 | 150 |
| HT300 | 20 | 40 | 260 | -- | (250) | -- | 245 |
| 40 | 80 | 235 | (230) | 225 | -- | 215 |
| 80 | 150 | -- | 210 | -- | 200 | 195 |
| 150 | 300 | -- | 195 | -- | 185 | 180 |
| HT350 | 20 | 40 | 300 | -- | (290) | -- | 285 |
| 40 | 80 | 270 | (265) | 260 | -- | 255 |
| 80 | 150 | -- | 240 | -- | 230 | 225 |
| 150 | 300 | -- | 215 | -- | 210 | 205 |
牌号
铸件壁厚/mm
最小抗拉强度ób/MPa≥
附铸试棒
附铸试块
铸件(仅供参考)
Ф30mm
Ф50mm
R15mm
R25mm
>
≤
HT150
20
40
130
--
(120)
--
120
40
80
115
(115)
110
--
105
80
150
--
105
--
100
90
150
300
--
100
--
90
80
HT200
20
40
180
--
(170)
--
165
40
80
160
(155)
150
--
145
80
150
--
145
--
140
130
150
300
--
135
--
130
120
HT250
20
40
220
--
(210)
--
205
40
80
200
190
190
--
180
80
150
--
180
--
170
165
150
300
--
165
--
160
150
HT300
20
40
260
--
(250)
--
245
40
80
235
(230)
225
--
215
80
150
--
210
--
200
195
150
300
--
195
--
185
180
HT350
20
40
300
--
(290)
--
285
40
80
270
(265)
260
--
255
80
150
--
240
--
230
225
150
300
--
215
--
210
205
牌号 应用范围 工作条件 用途举例 HT100 1.负荷极低
2.磨损无关重要
3.变形很小 盖、外罩、油盘、手轮、手把、支架、座板、重锤等外形简单、不甚重要的零件。这些铸件通常不经试验即被采用,一般不须加工,或者只须经过简单的机械加工 HT150 1.承受中等负荷零件
2.摩擦面问的单位面积存力不大于490kPa 1.一般机械制造中的铸件,如:支柱、底座、齿轮箱、刀架、轴承座、轴承滑座、工作台,齿面不加工的齿轮和链轮汽车拖拉机的进气管、排气管、液压泵进油管等
2.薄壁(重量不大)零件,工作压力不大的管子配件以及壁厚≤30mm的耐磨轴套等
3.圆周速度>6~12m/s的带轮以及其他符合左列工作条件的零件 HT200 1.承受较大负荷的零件
2.摩擦面间的单位面积存力大于490kPa(大于10t的大型铸件>1470kPa)或须经表面淬火的零件
3.要求保持气密性、或要求抗胀性以及韧性的零件 1.一般机械制造中较为重要的铸件,如:气缸、齿轮、链轮、棘轮、衬套、金属切削机床床身、飞轮等
2.汽车、拖拉机的气缸体、气缸盖、活塞、刹车毂、联轴器盘、飞轮、齿轮、离合器外壳、分离器本体、左右半轴壳
3.承受7840kPa以下中等压力的液压缸、泵体、阀体等
4.汽油机和柴油机的活塞环
5.圆周速度>12~20m/s的带轮以及其他符合左列工作条件的零件 HT250 HT300 1.承受高弯曲力及高拉力的零件
2.摩擦面间的单位面积存力≥1960kPa或需进行表面淬火的零件
3.要求保持高度气密性的零件 1.机械制造中重要的铸件,如:剪床、压力机、自动车床和其他重型机床的床身、机座、机架和大而厚的衬套、齿轮、凸轮;大型发动机的气缸体、缸套、气缸盖等
2.高压的油缸、水缸、泵体、阀体等
3.圆周速度>20~25m/s的带轮以及符合左列工作条件的其他零件
| 牌号 | 应用范围 |
| 工作条件 | 用途举例 |
| HT100 | 1.负荷极低 2.磨损无关重要 3.变形很小 | 盖、外罩、油盘、手轮、手把、支架、座板、重锤等外形简单、不甚重要的零件。这些铸件通常不经试验即被采用,一般不须加工,或者只须经过简单的机械加工 |
| HT150 | 1.承受中等负荷零件 2.摩擦面问的单位面积存力不大于490kPa | 1.一般机械制造中的铸件,如:支柱、底座、齿轮箱、刀架、轴承座、轴承滑座、工作台,齿面不加工的齿轮和链轮汽车拖拉机的进气管、排气管、液压泵进油管等 2.薄壁(重量不大)零件,工作压力不大的管子配件以及壁厚≤30mm的耐磨轴套等 3.圆周速度>6~12m/s的带轮以及其他符合左列工作条件的零件 |
| HT200 | 1.承受较大负荷的零件 2.摩擦面间的单位面积存力大于490kPa(大于10t的大型铸件>1470kPa)或须经表面淬火的零件 3.要求保持气密性、或要求抗胀性以及韧性的零件 | 1.一般机械制造中较为重要的铸件,如:气缸、齿轮、链轮、棘轮、衬套、金属切削机床床身、飞轮等 2.汽车、拖拉机的气缸体、气缸盖、活塞、刹车毂、联轴器盘、飞轮、齿轮、离合器外壳、分离器本体、左右半轴壳 3.承受7840kPa以下中等压力的液压缸、泵体、阀体等 4.汽油机和柴油机的活塞环 5.圆周速度>12~20m/s的带轮以及其他符合左列工作条件的零件 |
| HT250 |
| HT300 | 1.承受高弯曲力及高拉力的零件 2.摩擦面间的单位面积存力≥1960kPa或需进行表面淬火的零件 3.要求保持高度气密性的零件 | 1.机械制造中重要的铸件,如:剪床、压力机、自动车床和其他重型机床的床身、机座、机架和大而厚的衬套、齿轮、凸轮;大型发动机的气缸体、缸套、气缸盖等 2.高压的油缸、水缸、泵体、阀体等 3.圆周速度>20~25m/s的带轮以及符合左列工作条件的其他零件 |
牌号
应用范围
工作条件
用途举例
HT100
1.负荷极低
2.磨损无关重要
3.变形很小
HT150
1.承受中等负荷零件
2.摩擦面问的单位面积存力不大于490kPa
1.一般机械制造中的铸件,如:支柱、底座、齿轮箱、刀架、轴承座、轴承滑座、工作台,齿面不加工的齿轮和链轮汽车拖拉机的进气管、排气管、液压泵进油管等
2.薄壁(重量不大)零件,工作压力不大的管子配件以及壁厚≤30mm的耐磨轴套等
3.圆周速度>6~12m/s的带轮以及其他符合左列工作条件的零件
HT200
1.承受较大负荷的零件
2.摩擦面间的单位面积存力大于490kPa(大于10t的大型铸件>1470kPa)或须经表面淬火的零件
3.要求保持气密性、或要求抗胀性以及韧性的零件
1.一般机械制造中较为重要的铸件,如:气缸、齿轮、链轮、棘轮、衬套、金属切削机床床身、飞轮等
2.汽车、拖拉机的气缸体、气缸盖、活塞、刹车毂、联轴器盘、飞轮、齿轮、离合器外壳、分离器本体、左右半轴壳
3.承受7840kPa以下中等压力的液压缸、泵体、阀体等
4.汽油机和柴油机的活塞环
5.圆周速度>12~20m/s的带轮以及其他符合左列工作条件的零件
HT250
HT300
1.承受高弯曲力及高拉力的零件
2.摩擦面间的单位面积存力≥1960kPa或需进行表面淬火的零件
3.要求保持高度气密性的零件
1.机械制造中重要的铸件,如:剪床、压力机、自动车床和其他重型机床的床身、机座、机架和大而厚的衬套、齿轮、凸轮;大型发动机的气缸体、缸套、气缸盖等
2.高压的油缸、水缸、泵体、阀体等
3.圆周速度>20~25m/s的带轮以及符合左列工作条件的其他零件

 GB9439-88灰铸铁件国家标准
GB9439-88灰铸铁件国家标准
 GBT9439—1988灰铸铁件
GBT9439—1988灰铸铁件
