搅拌摩擦焊设备技术指标文献

 搅拌摩擦焊工艺倾角研究
搅拌摩擦焊工艺倾角研究
搅拌摩擦焊工艺倾角研究
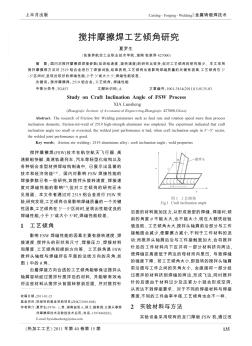
国内对搅拌摩擦焊焊接参数(如进给速度、旋转速度)的研究比较多,但对工艺倾角的研究很少。本文采用搅拌摩擦焊方法对2519铝合金进行了焊接试验,结果表明,工艺倾角也是影响焊缝质量的关键性因素,工艺倾角在3°~5°区间时,呈现出较好的焊缝性能,小于3°或大小5°,焊缝性能较差。
 搅拌摩擦焊中的测温研究
搅拌摩擦焊中的测温研究
搅拌摩擦焊中的测温研究
热电偶测温和红外仪测温都是现代测温技术中的主要测温方法。但由于热电偶测温的滞后性和红外仪测温易受发射率影响的原因,测温的准确度难以提高。在基于搅拌摩擦焊接动态测温试验基础上,本文提出了一种根据热电偶测温原理对热电偶测温动态误差进行校正的方法,并通过红外仪测温对校正结果进行了检验,取得了较理想的结果,对提高测温准确度具有一定的意义。