精冲模具和设备文献

 转塔冲模具表(薄板)
转塔冲模具表(薄板)
转塔冲模具表(薄板)
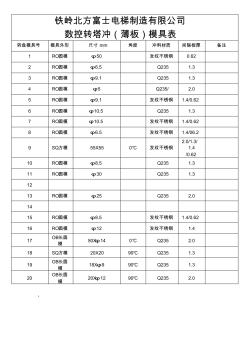
、 铁岭北方富士电梯制造有限公司 数控转塔冲(薄板)模具表 转盘模具号 模具外形 尺寸 mm 角度 冲料材质 间隙板厚 备注 1 RO圆模 φ50 发纹不锈钢 0.62 2 RO圆模 φ6.5 Q235 1.3 3 RO圆模 φ9.1 Q235 1.3 4 RO圆模 φ5 Q235/ 2.0 5 RO圆模 φ9.1 发纹不锈钢 1.4/0.62 6 RO圆模 φ10.5 Q235 1.3 7 RO圆模 φ10.5 发纹不锈钢 1.4/0.62 8 RO圆模 φ6.5 发纹不锈钢 1.4/06.2 9 SQ方模 55X55 0℃ 发纹不锈钢 2.0/1.3/ 1.4 /0.62 10 RO圆模 φ8.5 Q235 1.3 11 RO圆模 φ30 Q235 1.3 12 13 RO圆模 φ25 Q235 2.0 14 15 RO圆模 φ8.5 发纹不锈钢 1.4/
 针对主题:精冲模具材料及汽车用钢和带材
针对主题:精冲模具材料及汽车用钢和带材
针对主题:精冲模具材料及汽车用钢和带材
金属材料在冷轧过程中,由于加工硬化的原因使金属材料随轧制变形量的增加而使抗拉强度增大,且轧制方向的抗拉强度大于垂直轧制方向的抗拉强度,因此出现各向异性.并随着变形量的增大,材料的各向异性加剧。通常,金属材料的各向异性可通过后续的退火工艺处理,使得超过临界变形量的变形组织加热至金属材料的再结晶温度以上进行再结晶退火.变形组织会发生重新形核与晶粒长大.形成无畸变的新晶粒.致使变形金属材料的冷轧各向异性得到消除。