挤出式塑料焊接机
- HFA-Ⅰ型手持式塑料挤出式焊机,能对PP、PE、HDPE、PVDF塑料板、管材等热塑性制品进行焊接施工。尤其是对大口径管材、防腐筒体、防水地膜、环保地膜、塑料地板焊接,以及管件制作焊接、管材专用塑料焊接工具。损伤修补等。是国内塑料设备制造、加工、煤气输送管道、设备和化工管道安装、防水工程、隧道工程必备设备。性能达到或超过国内外同类产品。
-

选择特殊符号
选择搜索类型
请输入搜索
HFA-Ⅰ型手持式塑料挤出式焊机,能对PP、PE、HDPE、PVDF塑料板、管材等热塑性制品进行焊接施工。尤其是对大口径管材、防腐筒体、防水地膜、环保地膜、塑料地板焊接,以及管件制作焊接、管材专用塑料焊接工具。损伤修补等。是国内塑料设备制造、加工、煤气输送管道、设备和化工管道安装、防水工程、隧道工程必备设备。性能达到或超过国内外同类产品。
频率:F≥20KHz; 功率密度:p=发射功率(W)/发射面积(cm2);通常p≥0.3w/cm2; 在液体中传播的超声波能对物体表面的污物进行清洗,其原理可用“空化”现象来解释:超声波振动在液体中传...
超声波塑料焊接,一切热熔性塑料制品皆可应用。不需加溶剂、粘贴剂或其它辅助品。提高生产率,成本低,提高产品质量及生产安全。超声波熔接原理由灵科超声波提供它是通过电箱将市电(AC220-240V,50-6...
你好!主要就是塑料焊接设备的,有超声波焊接机也有其他的热板机,热熔机,高频诱导焊接,旋熔机,振动摩擦机等等
产品名称:手持式塑料挤出式焊机
产品型号:HFA-Ⅰ
工作电压:220V±10%;
功 率:焊枪3000W;挤出动力1020W
热风温度:热风机风温700℃ (max)
使用焊条:φ3.5mm—φ5.0mm焊条;
焊接材料:PE、PP、HDPE、PVDF;
整机重量:5.0Kg
标准挤出量:2.5Kg/h


 一种可多角度焊接的塑料焊接机
一种可多角度焊接的塑料焊接机
一种可多角度焊接的塑料焊接机
本实用新型公开了一种可多角度焊接的塑米斗焊接机,包括操作台,操作台的表面设有控制器,操作台的顶部中心处设有立柱,立柱的顶部设有夹持件,并且操作台的顶部还设有滑槽,滑槽位于立柱的外侧,滑槽的内壁四角均设有环形束紧套,环形束紧套的表面均设有环形开口,操作台的内腔设有置物室,并且置物室位于滑槽的一侧,置物室内设有两个线夹,其中一个线夹的侧面与固定在置物室内壁上的电机的输出轴连接,与电机相连接的线夹上连接有钢索,钢索的另一端贯穿环形束紧套并与另一个线夫相连。
连续式挤出是采用螺杆式挤出机( 单螺杆或双螺杆),成型时借助螺杆旋转产生压力和的切力,使物料充分塑化和混合均匀,通过型腔( 口模) 而成型。是挤出成型的一种。挤出成型也称挤压模塑或挤塑成型,即借助螺杆或柱塞的挤压作用,使塑化的塑料在一定压力的推动下,强行通过口模而成为具有恒定断面的连续型材的一种成型方法。
挤出成型属于一次成型,由于物料是以流动状态连续通过1模进行成型的,所以又称口模成型。挤出成型是塑料加工工业中应用最早的成型方法之一,其应用也最广泛,目前塑料制品的三分之一是用挤出方法生产的。挤出法几乎能成型所有热塑性塑料和部分热固性塑料。2100433B
机头的外壳一般是用螺栓使其固定于机身之上,机头里面的模含有模芯座,然后用螺帽将其固定于机头的进线端口,模芯座的内部也装有模芯,而且模芯和模芯座的中心都有孔,其作用用于通过芯线。依据加压方式种类的不同,使得挤出工艺可以分成连续挤出和间歇挤出两种。前者所用的设备为螺杆式挤出机,后者的设备为柱塞式挤出机。在此螺杆式挤出机又可以凭借螺杆个数大致分类为单螺杆挤出机以及多螺杆挤出机。
螺杆式挤出机的工作机理是依靠螺杆旋转所产生的压力及剪切力,能使得物料可以充分进行塑化以及均匀混合,通过口模成型;所以有时使用一台挤出机就能够同时完成混合,塑化以及成型等一系列工艺,从而进行连续的生产。此外柱塞式挤出机的工作机理主要是靠借助柱塞压力,先将事先塑化完毕的物料从口模挤出而达到成型的效果。物料筒内的物料在挤出完之后柱塞会退回,等到添加新一轮塑化物料后再接着进行下一轮的操作,这种生产工艺属于不连续生产,并且对物料基本不能进行充分搅拌以及混合,此外本生产还需进行预先塑化,因此在实际生产进行中通常不常选用本法,仅能适用于流动性极差或者是黏度非常大的塑料,就像硝酸纤维素塑料这种塑料制品的成型加工。
塑料挤出机可以基本分类为双螺杆挤出机,单螺杆挤出机以及不多见的多螺杆挤出机以及无螺杆挤出机。

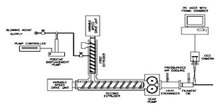
以塑料挤出为例,简述物料在普通单螺杆挤出机中的挤出过程。固体物料从料斗加入,在旋转着的螺杆的作用下、通过机筒内壁和螺杆表面的摩擦作用,向前输送和压实。在开始的阶段物料呈固态向前输送,由于机筒外有加热圈,热通过机简传导给物料;与此同时,物料在前进运动中,生成摩擦热,使物料沿料筒向前的温度逐渐升高,致使高分子物料从颗粒或粉状的固体转变成熔融的流体状态,熔融的物料被连续不断地输送到螺杆前方,通过过滤网、分流板而进入机头成型,从而使高聚物熔体具有一定形状;再通过定型、冷却、牵引等辅机作用,就成为一定形状的塑料制品。
在这个过程中,挤出机挤压系统的主要作用是
①连续、稳定地输送物料;
②将固体物料塑化成熔融物料;
③使物料在温度和组分上均匀一致。
从物料通过螺杆的挤出过程来分析,由于螺杆旋转,使得物料与螺杆、机筒表而的相对运动而形成的摩擦作用,强行将物料向前输送;又由于实际挤出机螺杆结构尺寸的特点(螺槽体积从加料斗处的较大体积逐渐变小,到机筒出口处,螺槽体积最小),使物料从一个大容积的空间强行走向小容积的空间;再由于在螺杆前端安装有过滤网和分流板等阻力元件,以上三种因素,造成了沿螺杆长度方向上物料的压力上升。这种压力的增加,对固体物料来说,可以使从加料斗加入的松散物料逐渐压实,致使粘附于固体表面的气体沿料斗排出。固体料压实后,能改善机筒给予物料的热量在物料内部的热传导.也有利于加速固体物料的熔融。当物料从螺杆进入口模成型时,由于物料本身的压力存在,使挤出的制品密实,并对
制品的表而形状和光洁度均有益处。当物料沿螺杆前进时,由于机筒的加热,压实后的固体吸收外界的热量,在前进时,物料与机筒、螺杆表面的摩擦产生摩擦热,使靠近机筒的一层物料首先熔融,以后,熔体与机筒表面及熔体层之间的剪切摩擦作用,亦能转化为热量,使机筒内的物料进一步熔融,在到达口模之前的一段路程中,物料已全部完成了由固体状态(玻璃态或高弹态)向粘流状态的熔体转变,具备了成型前物理状态的要求。当熔融的物料继续沿螺杆前进时,熔融流体不仅具有顺着螺槽方向的正流流速,而且在垂直于螺槽的方向上有横流流动,因而形成了螺槽内环流和转角处的涡流,促使物料在熔融后得到充分的搅拌和混合。
从以上分析来看,物料通过螺杆的挤出包括了输送、熔融和混合的复杂过程,这个过程能否得以圆满完成,挤压系统的螺杆结构起着关键的作用。一般螺杆在挤出机中要完成三个基本职能,即:固体输送,熔融和熔体输送。可以想像,各个不同职能对螺杆的结构和尺寸要求是不同的.因而普通的挤出机螺杆都可分为三个不同结构的区段,称为:
①加料段.进行高分子物料的固体输送;
②压缩段.压缩物料,并使物料熔融:
③计量段,对熔融物料进行搅拌和混合(因而也可称为均化段),并定量定压地将熔体向口模输送。
物料在挤出过程中,根据它的运动和状态变化情况,也可分为三个区域:
①固体输送区,物料温度较低,故呈固体状态,物料逐渐被压实,井向前输送;
②熔融区,料温达到熔融温度,逐渐熔融变成粘流流体;
③熔体输送区,已熔融的流体沿螺杆进行搅拌和混合,同时定量定压输送。