激光钎焊文献

 PECT激光钎焊技术的研究
PECT激光钎焊技术的研究
PECT激光钎焊技术的研究
针对复合结构压电陶瓷变压器 (PECT)叠片式发电元件的侧电极引出问题,对钎焊工艺进行了研究分析,并建立了激光钎焊系统。实践证明,激光钎焊技术应用于 PECT侧电极引出,连接可靠,全连通率高,热影响小;所建立的钎焊系统应用于生产,运行精确可靠,符合激光钎焊要求。
双光束激光钎焊工艺
双光束激光钎焊工艺
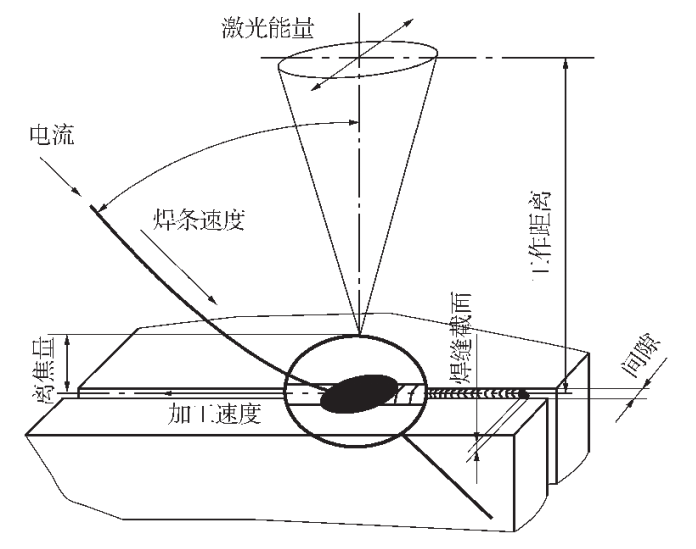
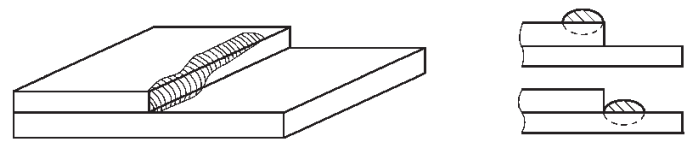
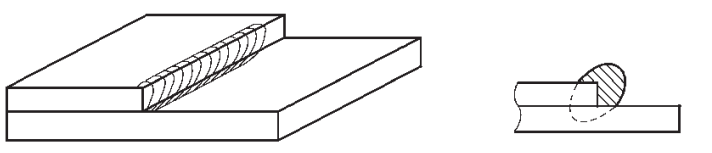
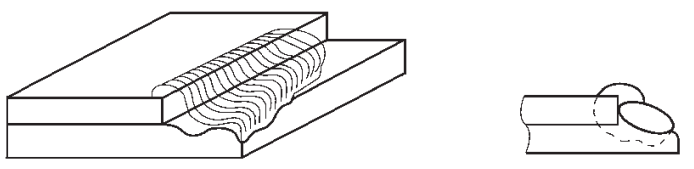
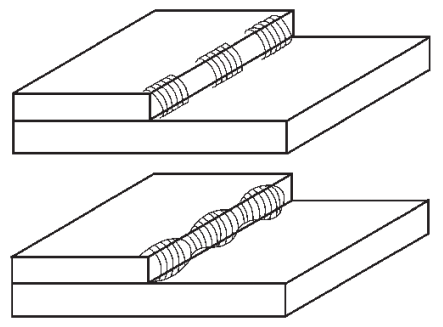
以CO2激光为热源,镀锌钢板为母材,CuSi3焊丝为钎料,进行了双光束激光自动填丝钎焊工艺试验。通过对比单、双光束钎焊特点及改变双光束钎焊工艺参数,分析了双光束激光功率、离焦方式、双束激光能量配比、焦点间距等对接头质量的影响。结果表明,双光束钎焊对激光功率的变化具有更大的适应性;当采用负离焦并行双光束、2 mm焦点距离的串行双光束且前束激光功率大于后束激光时,可以获得更好的钎缝质量,钎焊过程更具灵活性、适应性。在此基础上,借助金相显微镜、SEM和EDX能谱分析,对接头组织及界面元素分布规律进行了分析。结果表明,双光束钎缝附近母材晶粒更细小,粗晶区更窄;在界面处有Fe-Si金属间化合物生成。