
激光系统的组成

激光钎焊原理
利用激光光束作为热源,聚焦后的光束照射在填充的焊丝表面,焊丝在光束能量持续加热下熔化形成高温液态金属,液态金属浸润到被焊零件连接处,在适当的外部条件下,使之与工件间形成良好的冶金结合。需要注意的是:工件间的连接是通过钎料熔融金属实现的,母材本身不能被激光严重熔蚀损伤。

激光填丝钎焊系统示意图
激光钎焊的优点
l 局部加热,零件不易产生热损伤,热影响区小,可在不伤及母材的情况下施焊。
l 负离焦加热,熔化带宽,无飞溅,填充剂熔化后自然浸润,焊缝外观质量良好,可用于外观区域的钢板拼焊。
l 激光束易于实现分光,可用半透镜、反射镜、棱镜、扫描镜等光学元件进行时间与空间分割,能实现多点同时对称焊。
l 光束容易传输和控制,不需要经常更换焊炬、喷嘴,显著减少停机辅助时间,有荷系数和生产效率较高。
l 容易实现自动化,能有效控制光束强度和精细定位。

激光钎焊的缺点
l 要求焊件装配精度高,且要求光束在工件上的位置不能有显著偏移。这是因为激光聚焦后光斑尺寸小,焊缝窄,动态填充金属钎料。若工件装配精度或光束定位精度达不到要求,很容易造成焊接缺陷。
l 激光器及其相关系统的成本较高,一次性投资相对较大。
l 激光焊接技术复杂,技术难度大,涉及光学、焊接学、自动化系统工程,技术难度大,焊接系统调试复杂。
l 激光危险,防护等级高。系统设备需要专业维护,核心设备故障停机或损坏后,修复难度大(如激光头、光源),且激光焊接系统占地面积较大。
激光钎焊的参数
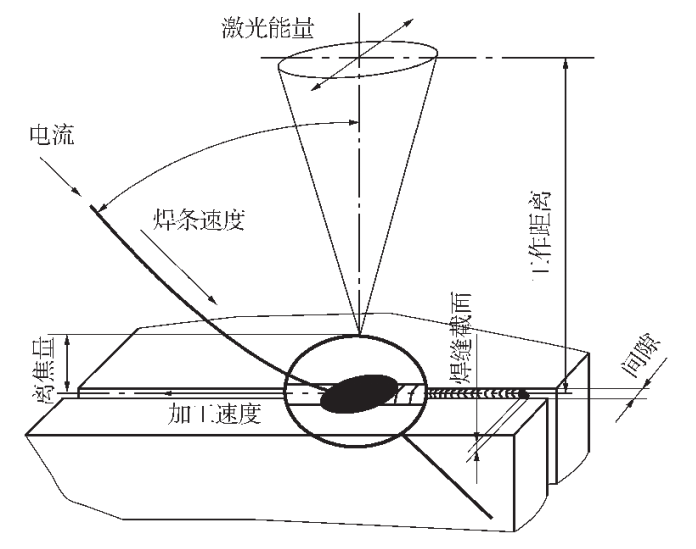
激光钎焊参数图
①离焦量。
激光焊接通常需要一定的离焦量来实施焊接,因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。
在实际应用中,当要求熔深较大时,采用负离焦;焊接薄材料或钎焊时,宜采用正离焦。对焊缝的起点和终点,为获得更好的焊接外观,可以在起点设置功率渐升,首尾时功率渐降;工业生产中也采用出光或收光延时来改善外观质量。
②功率密度
功率密度是激光焊接中最关键的参数之一,它表示光斑内单位面积内光能的分布,如图 4 所示。采用较高功率密度,在微秒级时间内,表层即可加热至沸点,产生大量汽化。采用较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。
③材料的焊接冶金属性及光学属性
熔点、沸点、镀锌层是确认激光钎焊各种参数的基础;材料光吸收率则代表了填充剂和母材有效吸收光能的能力。
④送丝速度在一定的光功率强度下,只有调试出适当的送丝速度才可以保证焊丝的单位时间熔化量,形成完美的焊缝,送丝太快或太慢都会导致焊接缺陷。
⑤加工速度
即焊接速度、生产节拍,一般与工业化设计能力相关。
⑥加热电流
一般根据填充焊丝是否需要加热电流,可以把激光钎焊分为冷丝焊和热丝焊。在焊丝与部件的过渡处会产生一个接触电阻,通以电流,可起到加热焊丝和局部母材的作用,改善金属的光能吸收效率。
⑦外部因素
(1)保护气体。(2)在实际激光焊接中,为了避免和减少影响焦点位置稳定性的因素,需要专门的夹紧技术和设备,这种设备的精确程度与激光焊接的质量高低是相辅相成的。




