精雕文献

 精雕IPQC首件确认表
精雕IPQC首件确认表
精雕IPQC首件确认表
表单编号: 属 性 送 检 数 量 送 检 时 间 项 目 名 称 生 产 线 别 确 认 时 间 工 单 编 号 工 单 数 量 班 别 □白 □晚 料 号 分类 NO 生产部 品质部 1 □PASS □NG □PASS □NG 2 □PASS □NG □PASS □NG 3 □PASS □NG □PASS □NG 4 □PASS □NG □PASS □NG 5 □PASS □NG □PASS □NG 6 □PASS □NG □PASS □NG 7 □PASS □NG □PASS □NG 8 □PASS □NG □PASS □NG 9 □PASS □NG □PASS □NG 10 □PASS □NG □PASS □NG 11 □PASS □NG □PASS □NG 12 □PASS □NG □PASS □NG 13 □PASS □NG □PASS □NG 环 14 □PASS □NG □
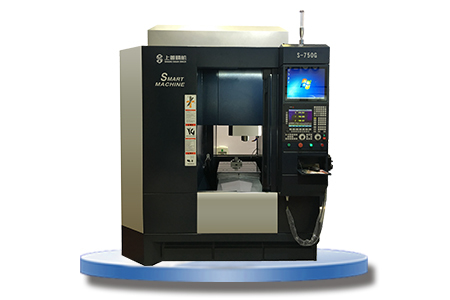
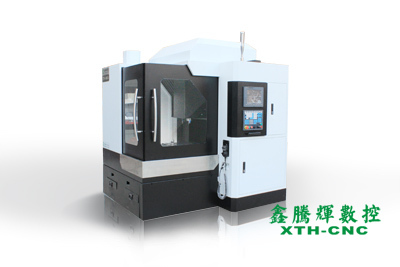
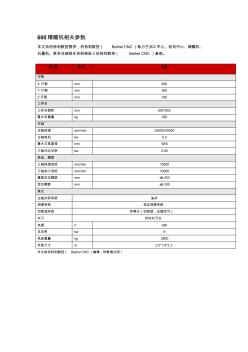 600精雕机参数
600精雕机参数
600精雕机参数
600精雕机相关参数 本文由伯特利数控提供,伯特利数控( Bethel CNC)致力于加工中心、钻攻中心、精雕机、 石墨机。更多详细相关资料请进入伯特利数控( Bethel CNC )查阅。 机型 单位 E6 行程 X 行程 mm 600 Y 行程 mm 500 Z 行程 mm 250 工作台 工作台面积 mm 600*540 最大负重量 kg 350 主轴 主轴转速 rpm/min 24000/30000 主轴电机 kw 5.5 最大刀具直径 mm Φ16 三轴马达功率 kw 0.85 进给、精度 三轴快速进给 mm/min 15000 三轴加工进给 mm/min 10000 重复定位精度 mm ±0.003 定位精度 mm ±0.005 其它 主轴冷却系统 油冷 润滑系统 自动润滑系统 切削油系统 双喷头(切削液、压缩空气) 对刀 自动对刀仪 电源 V 38