机械加工法文献

 新工法在机械加工中的应用
新工法在机械加工中的应用
新工法在机械加工中的应用
在零件尺寸超大、精度要求高、生产条件有限的情况下,为提高零件的表面加工质量和生产效率,研制机械加工的新工法。利用普通车床C61160完成了本该由磨床完成的船用螺旋桨轴的加工。用磨具代替磨床的新工艺使零件的表面质量由原来的Ra 1. 6~Ra 1. 0μm提高到Ra 0. 8~Ra 0. 4μm,提高了两个精度等级。采用多件加工的新工艺取代传统的单件加工工艺,使生产效率提高了5倍以上。
 机械加工方法
机械加工方法
机械加工方法
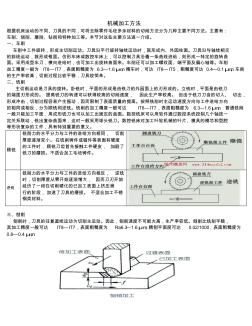
机械加工方法 根据机床运动的不同、刀具的不同,可将去除零件毛坯多余材料的切削方法分为几种主要不同方法。主要有: 车削、刨削、磨削、钻削和特种加工等。本节对这些主要方法逐一介绍。 一、车削 车削中工件旋转,形成主切削运动。刀具沿平行旋转轴线运动时,就形成内、外园柱面。刀具沿与轴线相交 的斜线运动,就形成锥面。仿形车床或数控车床上,可以控制刀具沿着一条曲线进给,则形成一特定的旋转曲 面。采用成型车刀,横向进给时,也可加工出旋转曲面来。车削还可以加工螺纹面、端平面及偏心轴等。车削 加工精度一般为 IT8— IT7,表面粗糙度为 6.3—1.6μm。精车时,可达 IT6— IT5,粗糙度可达 0.4—0.1μm。车削 的生产率较高,切削过程比较平稳,刀具较简单。 二、铣削 主切削运动是刀具的旋转。卧铣时,平面的形成是由铣刀的外园面上的刃形成的。立铣时,平面是由铣刀 的端面刃形成的。 提高铣刀的转速
