聚氯乙烯双壁波纹管成型工艺
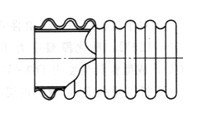
聚氯乙烯双壁波纹管的结构,从图1中可以看出,这种波纹管是一种外圆为波纹形、内圆为普通直管形的光滑平整面,由两层管壁熔合成双壁波纹管。
-
选择特殊符号
选择搜索类型
请输入搜索
聚氯乙烯双壁波纹管的结构,从图1中可以看出,这种波纹管是一种外圆为波纹形、内圆为普通直管形的光滑平整面,由两层管壁熔合成双壁波纹管。
(3) 管材发脆
① 成型管材用原料配方中碳酸钙加入比份过高或润滑剂的加入比份不合理,应改进配方。在原料中适当加入一些丙烯酸类树脂加工助剂,以提高熔料的凝胶率。
② 原料中水分或杂质含量超标,应对原料进行干燥处理或更换。
③ 成型管坯模具内压力不足,使管壁成型质量差,应改进模具结构。
④ 成型管的熔料温度控制不稳定,偏高或偏低的熔料温度都易使管定型后发脆,要注意塑化熔料的温度不要忽高忽低温度差过大。
(4) 双壁波纹管的内外壁间黏附力差
① 成型模具内熔料温度偏低,应适当提高成型模具温度。
② 原料中润滑剂比份过大,应适当降低润滑剂的加入量。
③ 管坯冷却过快,两层料熔接不牢,注意适当调慢管坯冷却速度。
(5) 管的内壁有纵向划痕
① 成型管内壁面的芯棒上有划伤痕或有残料黏附在工作面上,应修光划痕或除净芯棒工作面上残料。
② 有润滑剂粘在冷却定型套上,应及时调整原料配方中润滑剂的加入量,清除冷却定型套上的残料。
(6) 管内壁有裂纹或波纹
① 管的内壁成型用空气压力过高或外层用成型空气压力不足,造成管壁出现裂纹或波浪纹。应适当调整管壁成型用空气的压力。
② 成型模具内的压缩比偏小,造成分流锥支架筋处的熔料汇合接缝熔合强度低,易产生裂纹。应适当提高模具内结构对熔料的压缩比。
聚氯乙烯双壁波纹管的结构,从图1中可以看出,这种波纹管是一种外圆为波纹形、内圆为普通直管形的光滑平整面,由两层管壁熔合成双壁波纹管。
图1 双壁波纹管结
双壁波纹管与单壁波纹管比较,它的工作强度和刚性要高于单壁波纹管,又由于它的内管壁是光滑平整面,所以输送液体阻力小,输送污水也不会出现杂质或悬浮物沉积现象。但由于有了一层内壁管,这种管已不像单壁波纹管那样容易弯曲。
双壁波纹管的用途和单壁波纹管的用途很相似,由于这种管为大直径规格,多用在输送液体要求强度高的井管、农田水利灌溉管、建筑工程用管和电缆套管等。
聚氯乙烯双壁波纹管成型用原料与聚氯乙烯单壁波纹管或硬质聚氯乙烯管成型用原料完全相同。配方的原料组成可采用PVC管用料配方(质量份):
PVC SG5型树脂 | 100 | 抗冲击剂(丙烯酸树脂ACR) | 7〜12 |
稳定剂(三盐和二盐) | 5〜7 | 填料(碳酸钙,CaCO3) | 8〜12 |
润滑剂(CPE) | 2〜3 | 加工助剂 | 适量 |
聚氯乙烯双壁波纹管的挤出成型用设备与单壁波纹管挤出成型用设备基本相似,不同之处只是管坯用成型摸具。但是,由于双壁波纹管多是大口径型规格,挤出成型用原料较多,所以建议应采用双螺杆挤出机(平行或锥形双螺杆挤出机均可应用)。
双壁波纹管的管坯成型模具结构与单壁波纹管的管坯成型模具结构(图3)不同之处是:模具成型管坯的平直段较长;有两个熔料分流锥和两层熔料流道腔,这两个熔料流道腔内的熔料分别成型双壁波纹管的内外层管壁;内外熔料流道腔中间还有一个压缩空气进入通道,这里进入的压缩空气吹胀外层管壁,使其贴紧波纹形模具而成型管的波纹形;内层芯棒的中心孔能放置加热器,还有可通入压缩空气和冷却水的通孔。
两模具结构相同之处是:熔料分流锥的前面都应有多孔板,管坯壁厚的调整是通过调节分流锥和芯棒的移动来调节芯棒与口模间的间隙大小,而口模由于伸入两半波纹模之间则不能移动。
聚氯乙烯双壁波纹管的挤出成型工艺与聚氯乙烯单壁波纹管的挤出成型工艺条件基本相同,可参照生产。如果聚氯乙烯双壁波纹管成型选用平行双螺杆挤出机生产时,挤出机成型双壁波纹管的工艺温度参考值见表1。
表1 聚氯乙烯双壁波纹管挤出塑化温度
加热部位 | 机筒各段温度 | 成型模具温度 | 螺杆冷却油温 | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 1 | 2 | 3 | 4 | 5 | ||
温度/℃ | 180 | 185 | 190 | 190 | 185 | 180 | 170 | 175 | 180 | 185 | 190 | 100~120 |
聚氯乙烯双壁波纹管的质量要求应符合国家标准QB/T 1916-93对双壁波纹管的质量标准规定。双壁波纹管的等级按环刚度和压力等级划分,环刚度等级分类见表2,压力等级分类见表3。
表2 PVC双壁波纹管环刚度等级分类
级 别 | S0 | S1 | S2 | S3 |
环刚度/kPa ≥ | 2 | 4 | 8 | 16 |
表3 PVC双壁波纹管压力等级分类
级 别 | P1 | P2 | P3 |
压力/MPa | 无压 | 0.2 | 0.4 |
聚氯乙烯双壁波纹管的外径尺寸规格及偏差要求应符合表4规定。
表4 聚氯乙烯双壁波纹管的外径尺寸及偏差 单位:mm
外径 | 偏差 | 外径 | 偏差 | 外径 | 偏差 |
63 | +0.3 -0.4 | 200 | +0.6 -1.2 | 500 | +1.5 -3.0 |
75 | +0.3 -0.5 | 250 | +0.8 -1.5 | 630 | +1.9 -3.8 |
80 | +0.3 -0.6 | 280 | +0.9 -1.7 | 710 | +2.2 -4.3 |
110 | +0.4 -0.7 | 315 | +1 -1.9 | 800 | +2.4 -4.8 |
125 | +0.4 -0.8 | 400 | +1 -2.4 | 900 | +2.7 -5.4 |
160 | +0.5 -1.0 | 450 | +1.4 -2.7 | 1000 | +3.0 -6.0 |
注:1、管的长度可以是4m、6m或8m,也可按用户要求长度生产。
2、长度偏差±30mm。
① 开车生产前,要调整波纹成型机合模后的中心线和挤出模具口模的中心线在同一中心线上,在同一水平面上成一条直线。
② 启动波纹机运行,调整两半模的传动链同步运行,达到两半模在运行中的闭、合完全对正,以使塑料管的波纹形完整、表面光滑。
③ 挤出机开车投料,注意检查挤出熔料的塑化质量,以熔融态料表面光亮、柔软无硬疖团料块为合格。
④ 检查从管坯模具口中挤出的两层熔料流速是否一致。如果原料塑化质量和熔料流速同步,即应立即停止螺杆转动,安装内定径塞和冷却水套;然后把波纹成型机移向模具口端;向管坯内输入压缩空气和接通冷却水;同时启动波纹成型机运转工作。
⑤ 注意检查调整波纹成型机与模口挤出管坯料速度的协调性;调整压缩空气压力,使管外层的波纹形成型完整。
⑥ 检查波纹管的成型质量,调整芯棒对正螺钉,适当修正管壁厚的均匀性。
⑦ 注意冷却水的温度控制应不超过10℃,偏高的冷却水温会给双壁波纹管的成型增加难度。
6、聚氯乙烯双壁波纹管挤出成型质量问题分析 (1) 管的外表面波纹形状不规则
① 两半开模的波纹成型模合模时有错位,应重新调整两半开模的运行速度同步或调整两半模合模后准确对正。
② 两半开模用传动链条磨损严重,同步运行时有累积误差,造成两半开模运行一段时间后产生错位。应维修更换传动链条。
③ 挤出机螺杆工作转速不稳,使挤出熔料量不一致,则成型管坯外形出现误差较大。应检修螺杆传动系统中故障。
④ 压缩空气的压力不稳,使吹胀成型波纹形状有较大形状误差。应调整稳定供气压力。
⑤ 成型管坯用熔料温度偏高,使熔料成型困难。应适当降低熔料温度。
(2) 管的表面无光泽
① 熔融料温度偏低,原料塑化不全面,应适当提高机筒和模具的工艺温度。
② 冷却水温度偏高,应降低冷却水温度。
③ 管坯定型平直段长度不足,定径压力小,应改进模具结构尺寸。
HDPE双壁波纹管材是以高密度聚乙烯为原料的一种新型轻质管材,具有重量轻、耐高压、韧性好、施工快、寿命长等特点,其优异的管壁结构设计,与其他结构的管材相比,成本大大降低。并且由于连接方便、可靠,在国内...
双壁波纹管dn200mm价格15~20元/米都有,双壁波纹管也分S1和S2,承压、埋深不一样,价格也会不一样。这个具体要联系厂家,再看自己需要的实际埋深再定。 当然价格都是浮动...
HDPE双壁波纹管,又称聚乙烯双壁波纹管,两个是同一种波纹管。 它是以高密度聚乙烯为原料的一种新型轻质管材,具有重量轻、耐高压、韧性好、施工快寿命长等特点,其优异的管壁结构设计,与其他结构的管材相比,...

 聚氯乙烯双壁波纹管前景广阔
聚氯乙烯双壁波纹管前景广阔
聚氯乙烯双壁波纹管前景广阔
聚氯乙烯双壁波纹管前景广阔
聚氯乙烯双壁波纹管开发利用前景广阔
聚氯乙烯双壁波纹管开发利用前景广阔
在经过20年多年发展加工工业之后,我国经济的下一步发展必然集中到基础建设上来。从1998年起,国家决定要连续多年大量投资(包括政府直接投资和引导非政府投资)建设交通、通讯、水利和能源等基础建设,而且我国北煤南运,西气东输
辊压成型工艺和切削、磨削工艺相比,它不仅生产效率高、节约材料,而且产品强度高、质量稳定,这种工艺特别适于加工的特长短难于切削的工件,尤其对年产上百万件大批量的产品,采用辊压成型工艺最为有利,经济效益也最为可观。
滚压成型工艺和切削、磨削工艺相比,它不仅生产效率高、节约材料,而且产品强度高、质量稳定,这种工艺特别适于加工的特长短难于切削的工件,尤其对年产上百万件大批量的产品,采用滚压成型工艺最为有利,经济效益也最为可观。
GRC轻质平板采用喷射—真空 脱水法或流浆法成型工艺,全国此种板的年产量1996年为50万m2左右, 预计1997年可达80万m2。GRC轻质空心条板的成型绝大多数厂采用平 模浇注法,少数厂采 用成组立模法,前者一条工艺线的年产量为10万 m2左右,后者一条工艺线可达30万m2左右。