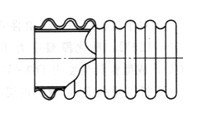
聚氯乙烯双壁波纹管的结构,从图1中可以看出,这种波纹管是一种外圆为波纹形、内圆为普通直管形的光滑平整面,由两层管壁熔合成双壁波纹管。
图1 双壁波纹管结
双壁波纹管与单壁波纹管比较,它的工作强度和刚性要高于单壁波纹管,又由于它的内管壁是光滑平整面,所以输送液体阻力小,输送污水也不会出现杂质或悬浮物沉积现象。但由于有了一层内壁管,这种管已不像单壁波纹管那样容易弯曲。
双壁波纹管的用途和单壁波纹管的用途很相似,由于这种管为大直径规格,多用在输送液体要求强度高的井管、农田水利灌溉管、建筑工程用管和电缆套管等。
原料选择
聚氯乙烯双壁波纹管成型用原料与聚氯乙烯单壁波纹管或硬质聚氯乙烯管成型用原料完全相同。配方的原料组成可采用PVC管用料配方(质量份):
PVC SG5型树脂
100
抗冲击剂(丙烯酸树脂ACR)
7〜12
稳定剂(三盐和二盐)
5〜7
填料(碳酸钙,CaCO3)
8〜12
润滑剂(CPE)
2〜3
加工助剂
适量
设备选择
聚氯乙烯双壁波纹管的挤出成型用设备与单壁波纹管挤出成型用设备基本相似,不同之处只是管坯用成型摸具。但是,由于双壁波纹管多是大口径型规格,挤出成型用原料较多,所以建议应采用双螺杆挤出机(平行或锥形双螺杆挤出机均可应用)。
双壁波纹管的管坯成型模具结构与单壁波纹管的管坯成型模具结构(图3)不同之处是:模具成型管坯的平直段较长;有两个熔料分流锥和两层熔料流道腔,这两个熔料流道腔内的熔料分别成型双壁波纹管的内外层管壁;内外熔料流道腔中间还有一个压缩空气进入通道,这里进入的压缩空气吹胀外层管壁,使其贴紧波纹形模具而成型管的波纹形;内层芯棒的中心孔能放置加热器,还有可通入压缩空气和冷却水的通孔。
两模具结构相同之处是:熔料分流锥的前面都应有多孔板,管坯壁厚的调整是通过调节分流锥和芯棒的移动来调节芯棒与口模间的间隙大小,而口模由于伸入两半波纹模之间则不能移动。
成型工艺
聚氯乙烯双壁波纹管的挤出成型工艺与聚氯乙烯单壁波纹管的挤出成型工艺条件基本相同,可参照生产。如果聚氯乙烯双壁波纹管成型选用平行双螺杆挤出机生产时,挤出机成型双壁波纹管的工艺温度参考值见表1。
表1 聚氯乙烯双壁波纹管挤出塑化温度
加热部位
机筒各段温度
成型模具温度
螺杆冷却油温
1
2
3
4
5
6
1
2
3
4
5
温度/℃
180
185
190
190
185
180
170
175
180
185
190
100~120
纹管质量
聚氯乙烯双壁波纹管的质量要求应符合国家标准QB/T 1916-93对双壁波纹管的质量标准规定。双壁波纹管的等级按环刚度和压力等级划分,环刚度等级分类见表2,压力等级分类见表3。
表2 PVC双壁波纹管环刚度等级分类
级 别
S0
S1
S2
S3
环刚度/kPa ≥
2
4
8
16
表3 PVC双壁波纹管压力等级分类
级 别
P1
P2
P3
压力/MPa
无压
0.2
0.4
聚氯乙烯双壁波纹管的外径尺寸规格及偏差要求应符合表4规定。
表4 聚氯乙烯双壁波纹管的外径尺寸及偏差 单位:mm
外径
偏差
外径
偏差
外径
偏差
63
+0.3
-0.4
200
+0.6
-1.2
500
+1.5
-3.0
75
+0.3
-0.5
250
+0.8
-1.5
630
+1.9
-3.8
80
+0.3
-0.6
280
+0.9
-1.7
710
+2.2
-4.3
110
+0.4
-0.7
315
+1
-1.9
800
+2.4
-4.8
125
+0.4
-0.8
400
+1
-2.4
900
+2.7
-5.4
160
+0.5
-1.0
450
+1.4
-2.7
1000
+3.0
-6.0
注:1、管的长度可以是4m、6m或8m,也可按用户要求长度生产。
2、长度偏差±30mm。
注意事项
① 开车生产前,要调整波纹成型机合模后的中心线和挤出模具口模的中心线在同一中心线上,在同一水平面上成一条直线。
② 启动波纹机运行,调整两半模的传动链同步运行,达到两半模在运行中的闭、合完全对正,以使塑料管的波纹形完整、表面光滑。
③ 挤出机开车投料,注意检查挤出熔料的塑化质量,以熔融态料表面光亮、柔软无硬疖团料块为合格。
④ 检查从管坯模具口中挤出的两层熔料流速是否一致。如果原料塑化质量和熔料流速同步,即应立即停止螺杆转动,安装内定径塞和冷却水套;然后把波纹成型机移向模具口端;向管坯内输入压缩空气和接通冷却水;同时启动波纹成型机运转工作。
⑤ 注意检查调整波纹成型机与模口挤出管坯料速度的协调性;调整压缩空气压力,使管外层的波纹形成型完整。
⑥ 检查波纹管的成型质量,调整芯棒对正螺钉,适当修正管壁厚的均匀性。
⑦ 注意冷却水的温度控制应不超过10℃,偏高的冷却水温会给双壁波纹管的成型增加难度。
6、聚氯乙烯双壁波纹管挤出成型质量问题分析 (1) 管的外表面波纹形状不规则
① 两半开模的波纹成型模合模时有错位,应重新调整两半开模的运行速度同步或调整两半模合模后准确对正。
② 两半开模用传动链条磨损严重,同步运行时有累积误差,造成两半开模运行一段时间后产生错位。应维修更换传动链条。
③ 挤出机螺杆工作转速不稳,使挤出熔料量不一致,则成型管坯外形出现误差较大。应检修螺杆传动系统中故障。
④ 压缩空气的压力不稳,使吹胀成型波纹形状有较大形状误差。应调整稳定供气压力。
⑤ 成型管坯用熔料温度偏高,使熔料成型困难。应适当降低熔料温度。
(2) 管的表面无光泽
① 熔融料温度偏低,原料塑化不全面,应适当提高机筒和模具的工艺温度。
② 冷却水温度偏高,应降低冷却水温度。
③ 管坯定型平直段长度不足,定径压力小,应改进模具结构尺寸。
-