精密焊接加工简介文献

 pcb板焊接加工协议
pcb板焊接加工协议
pcb板焊接加工协议
委托加工合作协议 甲方:成都引众数字设备有限公司 乙方:成都元嘉科技发展有限公司 甲乙双方经友好协商,就甲方委托乙方进行印制板焊接加工事宜 达成如下协议: 1、 甲方委托乙方焊接的印制板单个品种数量大于等于 50 件时, 乙方有责任采用(回流焊 /波峰焊),如果单个品种数量在 25~50 件时,尽量采用机器焊接。 2、 甲方需向乙方提供焊接所需的电子版 PCB 图纸,焊接图,元 器件清单。 3、 甲方向乙方提供所需焊接的印制板和元器件 (焊接工具和焊接 材料除外),双方需当面清点确认。 4、 乙方想甲方承诺一个批次的加工交货时间不超过 7 天,如果超 过按 5%/每日记扣加工费。 5、 乙方有责任保证焊接加工质量, 焊接完工后负责清洁印制板板 面,如出现虚焊、漏焊、错焊等质量问题由乙方负责整改,且相 关费用由乙方负担,如果因为技术资料,元器件提交有误造成的 质量问题,有甲方负责。 6、 甲
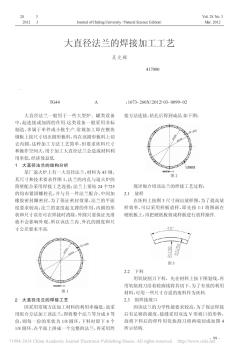 大直径法兰的焊接加工工艺
大直径法兰的焊接加工工艺
大直径法兰的焊接加工工艺
大直径法兰的焊接加工工艺