镜面机床原理文献

 机床清洗
机床清洗
机床清洗
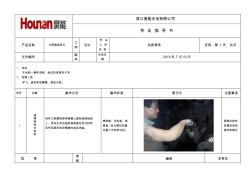
浙江昊能光电有限公司 作 业 指 导 书 产品名称 太阳能级硅片 工 序 切片 作 业 工 序 名 称 机床清洗 页码:第 1页 共页 文件编号 版 本 生效日 期 2015年 7月 10日 一、目的 车间统一操作流程,保证机床清洗干净 二、所需工具 铲刀、废砂浆放置桶、清洗水枪。 序号 步骤 操作方法 操作标准 图示化 注意事项 1 清 理 绕 线 仓 砂 浆 用铲刀把横移架伸缩臂上面和线筒轴承 上、导轮主体后面的轴承部位的沉积砂 浆铲到废砂浆收集桶内或泡沫盒。 横移架、导轮架、线 筒轴 / 张力臂及机器 内壁上无砂浆沉积。 清理出的砂 浆要回收到 废砂浆桶内 批 准 审 核 编制 宋常乐 浙江昊能光电有限公司 作 业 指 导 书 产品名称 太阳能级硅片 工 序 切片 作业 工序 名称 机床清洗 页码:第 2 页 共 2 页 文件编号 版 本 生效日 期 2015年 7月 10日 序号
 玻璃钢镜面摇床床面及其制作方法
玻璃钢镜面摇床床面及其制作方法
玻璃钢镜面摇床床面及其制作方法
本发明涉及一种玻璃钢镜面摇床床面及其制作方法,属于流膜选矿类设备领域。其结构是在摇床床面设有槽沟区和三角面区,床面一边缘置砂槽的水槽,整个床面的钢架层(5)包容在玻璃纤维树脂层(6)之中,玻璃纤维树脂层(6)上覆盖含有金刚砂的树脂填充料层(7)和胶衣树脂层(8)。其制作方法是:先在摇床模具表面涂腊层,让胶衣树脂涂糊在腊层表面;再用含有金刚砂的树脂填充料在上;