机器人焊接系统文献

 说明书第一章-机器人焊接系统的构成
说明书第一章-机器人焊接系统的构成
说明书第一章-机器人焊接系统的构成
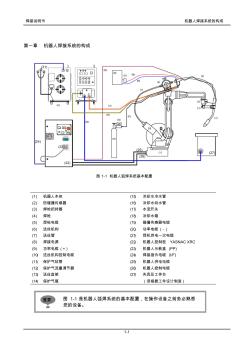
焊接说明书 机器人焊接系统的构成 第一章 机器人焊接系统的构成 ⑵ ⑶ ⑷ ⑴ ⑺ ⑸ ⑹ ⑻ ⑼ ⑽ ⑾ ⑿ ⒀ ⒁ ⒂ ⒃⒄ ⒅ ⒆ ⒇ (21) (22) (23) (24) (25) (26) (27) 图 1-1 机器人弧焊系统基本配置 (1) 机器人本体 (15) 冷却水冷水管 (2) 防碰撞传感器 (16) 冷却水回水管 (3) 焊枪把持器 (17) 水流开关 (4) 焊枪 (18) 冷却水箱 (5) 焊枪电缆 (19) 碰撞传感器电缆 (6) 送丝机构 (20) 功率电缆 (- ) (7) 送丝管 (21) 焊机供电一次电缆 (8) 焊接电源 (22) 机器人控制柜 YASNAC XRC (9) 功率电缆 (+) (23) 机器人示教盒 (PP) (10) 送丝机构控制电缆 (24) 焊接指令电缆 (I/F) (11) 保护气软管 (25) 机器人供电电缆
 视觉系统在机器人焊接中的应用与展望
视觉系统在机器人焊接中的应用与展望
视觉系统在机器人焊接中的应用与展望
第 24卷 2005年 第 11期 11月 机 械 科 学 与 技 术 M ECHAN ICAL SCIENCE AND TECHNOLOGY Vol. 24 November No. 11 2005 收稿日期 : 2004 10 26 基金项目 :国家自然科学基金项目 (50175027 )资助 作者简介 :刘苏宜 (1974 - ) ,女 (汉 ) ,江西 ,博士研究生 E2mail: irishlsy@163. com 刘苏宜 文章编号 : 1003 28728 (2005 ) 1121296 205 视觉系统在机器人焊接中的应用与展望 刘苏宜 ,王国荣 ,钟继光 (华南理工大学 ,广州 510640 ) 摘 要 :随着焊接生产自动化和智能化程度的提高 ,视觉系统在机器人焊接中的重要性日益凸显 。本文简述了机器 人焊接中视觉系统的分类 、原理 、特点及适用性 ,综述了视觉系统在机