机器人焊接系统技术指标文献

 说明书第一章-机器人焊接系统的构成
说明书第一章-机器人焊接系统的构成
说明书第一章-机器人焊接系统的构成
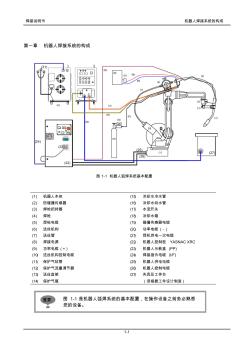
焊接说明书 机器人焊接系统的构成 第一章 机器人焊接系统的构成 ⑵ ⑶ ⑷ ⑴ ⑺ ⑸ ⑹ ⑻ ⑼ ⑽ ⑾ ⑿ ⒀ ⒁ ⒂ ⒃⒄ ⒅ ⒆ ⒇ (21) (22) (23) (24) (25) (26) (27) 图 1-1 机器人弧焊系统基本配置 (1) 机器人本体 (15) 冷却水冷水管 (2) 防碰撞传感器 (16) 冷却水回水管 (3) 焊枪把持器 (17) 水流开关 (4) 焊枪 (18) 冷却水箱 (5) 焊枪电缆 (19) 碰撞传感器电缆 (6) 送丝机构 (20) 功率电缆 (- ) (7) 送丝管 (21) 焊机供电一次电缆 (8) 焊接电源 (22) 机器人控制柜 YASNAC XRC (9) 功率电缆 (+) (23) 机器人示教盒 (PP) (10) 送丝机构控制电缆 (24) 焊接指令电缆 (I/F) (11) 保护气软管 (25) 机器人供电电缆
 机器人技术及焊接自动化
机器人技术及焊接自动化
机器人技术及焊接自动化
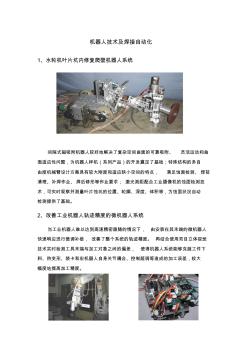
机器人技术及焊接自动化 1、水轮机叶片坑内修复爬壁机器人系统 间隙式磁吸附机器人较好地解决了复杂空间曲面的可靠吸附、 灵活运动和曲 面适应性问题,为机器人样机(系列产品)的开发奠定了基础;特殊结构的多自 由度机械臂设计方案具有较大刚度和适应狭小空间的特点, 满足蚀面检测、焊前 清理、补焊作业、焊后修形等作业要求; 激光测距配合工业摄像机的蚀面检测技 术,可实时观察并测量叶片蚀坑的位置、轮廓、深度、体积等,为蚀面状况自动 检测提供了基础。 2、改善工业机器人轨迹精度的微机器人系统 当工业机器人难以达到高速精密跟随的情况下, 由安装在其末端的微机器人 快速响应进行微调补偿, 改善了整个系统的轨迹精度。 再结合使用双目立体视觉 技术实时检测工具末端与加工对象之间的偏差, 使得机器人系统能够克服工件下 料、热变形、装卡和宏机器人自身关节耦合、控制超调等造成的加工误差,较大 幅度地提高加工精度。 3