绪论
第一篇 焊接方法及设备
第一章 电弧焊基础知识
第一节 焊接电弧物理基础
一、焊接电弧的基础知识
二、焊接电弧的构成及其导电特性
三、焊接电弧的产热机构及电弧力
第二节 对弧焊电源的要求与选择
第三节 焊丝的熔化及熔滴过渡
一、焊丝加热与熔化的能量
二、焊丝的熔化速度及熔化系数
三、熔滴过渡形式
四、焊丝(条)的熔敷系数和飞溅
第四节 母材熔化和焊缝成形
一、熔池和焊缝的形状尺寸
二、焊接条件对焊缝成形的影响
参考文献
第二章 常用弧焊电源
第一节 交流弧焊电源
一、弧焊变压器
二、矩形波形弧焊电源
第二节 直流弧焊电源
一、直流弧焊电源的种类
二、硅弧焊整流器
三、晶闸管式弧焊整流器
四、晶体管式弧焊整流器
第三节 脉冲弧焊电源
一、脉冲弧焊电源概述
二、晶闸管式脉冲弧焊电源
三、晶体管式脉冲弧焊电源
四、磁放大器式脉冲弧焊电源
五、脉冲等离子弧焊机及控制电路
第四节 逆变式弧焊电源
一、弧焊逆变器的基本原理
二、国外典型逆变弧焊电源主电路剖析
三、大功率逆变电源PWM控制技术
四、弧焊逆变电源的发展趋势
第五节 弧焊电源的选择
一、弧焊电源的选择原则
二、弧焊电源的选择方法
参考文献
第三章 焊条电弧焊
第一节 焊条电弧焊概述
一、焊条电弧焊工作原理
二、焊条电弧焊工艺特点
三、焊条电弧焊适用范围
第二节 焊接设备及辅助工具
一、焊条电弧焊焊机
二、焊条电弧焊辅助设备及工具
第三节 焊接材料——电焊条
一、电焊条(coated electrode)的分类
二、电焊条选用原则
第四节 焊接接头及坡口的形式与设计
一、接头的基本形式
二、坡口的基本形式
第五节 焊接位置及电流种类
一、焊接位置的种类
二、焊接电流的种类
第六节 焊条电弧焊焊接工艺
一、焊接工艺参数
二、预热、后热及焊后热处理
参考文献
第四章 埋弧焊
第一节 埋弧焊概述
一、埋弧焊的基本原理
二、埋弧焊的优缺点
三、埋弧焊的分类
四、埋弧焊的应用
第二节 埋弧焊的自动调节系统
一、埋弧焊自动调节的必要性
二、实现焊接过程自动化的一般要求
三、电弧自身调节系统
四、电弧电压反馈调节系统
五、等速与变速送丝系统性能的比较
第三节 埋弧焊的冶金特点
一、冶金过程的一般特点
二、低碳钢埋弧焊熔池金属与熔渣之间的主要冶金反应
第四节 埋弧焊焊机
一、埋弧焊焊机的组成
二、埋弧焊焊机分类
第五节 焊丝和焊剂
一、焊丝
二、焊剂
第六节 埋弧焊焊接工艺与技术
一、埋弧焊常规工艺
二、埋弧焊技术
参考文献
第五章 气体保护电弧焊
第一节 气体保护电弧焊概述
一、气体保护电弧焊基本原理及分类
二、各种气体保护电弧焊方法的适用范围
第二节 钨极氩弧焊
一、钨极氩弧焊概述
二、钨极氩弧焊(TIG)焊机
三、钨极氩弧焊焊接材料
四、钨极氩弧焊焊接工艺参数
五、脉冲TIG焊
六、钨极氩弧焊生产实例介绍
第三节 熔化极气体保护焊
一、熔化极气体保护焊概述
二、熔化极气体保护焊焊接设备
三、熔化极气体保护焊工艺参数
四、熔化极氩弧焊
五、熔化极氧化性混合气体保护电弧焊
六、CO2气体保护焊
七、药芯焊丝气体保护电弧焊
八、熔化极脉冲气体保护电弧焊
九、金属材料熔化极气体保护电弧焊的焊接工艺特点
第四节 等离子弧焊及切割
一、等离子弧焊概述
二、等离子弧焊的工艺特点与适用范围
三、等离子弧焊设备
四、等离子弧焊的双弧问题
五、等离子弧焊接
六、等离子弧切割
参考文献
第六章 高能密度束焊接
第一节 电子束焊接
一、电子束焊接的基本原理及特点
二、电子束焊接设备简介
三、电子束焊接工艺
四、常见金属材料的电子束焊接
第二节 激光焊接
一、概述
二、激光焊接原理及工艺特点
三、激光焊接设备
四、激光焊接工艺
第三节 复合束流焊接
一、激光"para" label-module="para">
二、激光"para" label-module="para">
三、激光高频焊
四、电子束等离子弧复合
五、双电源等离子"para" label-module="para">
参考文献
第七章 电阻焊
第一节 电阻焊的基本原理与分类
一、电阻焊的基本原理
二、电阻焊的分类及电极
第二节 电阻焊设备基本技术要求及工艺参数
一、电阻焊设备要求的使用条件和主要技术
二、电阻焊的主要工艺参数
第三节 金属材料的电阻焊
一、低碳钢的电阻焊
二、不锈钢的电阻焊
三、有色金属的电阻焊
参考文献
第八章钎焊
一、钎焊的原理
二、常用钎焊方法
三、钎焊工艺
四、钎焊材料
五、常用材料的钎焊
参考文献
第九章 扩散焊、超声波焊及摩擦焊
第一节 扩散焊
一、扩散连接原理及工艺参数
二、扩散焊的应用
第二节 超声波焊接
一、超声波焊接原理
二、超声波焊接的种类
三、超声波焊接的应用
第三节 摩擦焊
一、摩擦焊原理及特点
二、摩擦焊工艺参数及其应用
参考文献
第二篇 工程材料的焊接
第十章 金属焊接性基础
第一节 焊接性及其评定
一、焊接性概念
二、焊接性试验
三、常用焊接性试验方法
第二节 焊接热影响区的组织转变
一、焊接热影响区的形成
二、不易淬火钢的焊接热影响区组织转变
三、易淬火钢的焊接热影响区组织转变
第三节 焊接接头的常见缺陷
一、裂纹
二、气孔
三、夹渣
四、未熔合和未焊透
参考文献
第十一章 碳钢及低合金钢的焊接
第一节 碳钢的焊接
一、碳钢的种类
二、低碳钢的焊接
三、中碳钢的焊接
第二节 合金结构钢的焊接
一、合金结构钢的种类
二、热轧正火钢的焊接
三、低碳调质钢的焊接
四、中碳调质钢的焊接
五、低温用钢焊接
六、耐候钢及耐蚀钢的焊接
参考文献
第十二章 耐热钢及不锈钢的焊接
第一节 珠光体耐热钢焊接
一、耐热钢焊接接头性能的基本要求
二、珠光体耐热钢的焊接性
三、珠光体耐热钢的焊接工艺
第二节 不锈钢焊接
一、不锈钢的分类
二、不锈钢的性能
三、铁素体不锈钢的焊接
四、马氏体不锈钢的焊接
五、奥氏体不锈钢的焊接
第三节 珠光体耐热钢与奥氏体不锈钢异种钢的焊接
一、异种钢焊接的主要问题
二、异种钢焊接的工艺特点
第四节 不锈复合钢板的焊接
参考文献
第十三章 有色金属的焊接
第一节 铝及铝合金的焊接
一、铝及铝合金的分类及特性
二、铝及铝合金的焊接性
三、铝及铝合金焊接方法及填充材料的选择
四、铝锂合金的焊接
第二节 铜及铜合金的焊接
一、铜及铜合金的分类
二、铜及铜合金的焊接性
三、紫铜及黄铜的焊接工艺要点
第三节 高温合金的焊接
一、高温合金的分类及性能简介
二、合金元素对高温合金焊接性的影响
三、焊接方法及工艺
参考文献
第三篇 焊接结构与质量检验
第十四章 工程焊接力学基础
第一节 焊接应力与变形
一、焊接应力和变形的基本概念
二、焊接残余变形
三、焊接残余应力
第二节 电弧焊接头的力学性能
一、焊接接头形式
二、焊接接头设计
三、电弧焊接头的工作应力分布和工作性能
四、焊接接头静载强度计算
五、焊接接头的疲劳强度计算
第三节 焊接结构脆性断裂和疲劳断裂
一、焊接结构的断裂事故和断裂研究意义
二、影响焊接结构脆性断裂的因素
三、预防焊接结构脆性断裂的措施
四、影响焊接结构疲劳强度的因素
五、提高焊接接头疲劳强度的措施
六、焊接结构的安全性评定方法
第四节 焊接结构生产及工艺设计
一、工艺实验
二、焊接结构装配焊接工艺
三、焊缝施焊方式
四、焊接结构的备料工艺
五、焊接结构的制造工艺
六、容器的制造
参考文献
第十五章 焊接产品质量检验
第一节 焊接产品质量检验过程
一、焊接检验的目的和意义
二、焊接检验的分类
三、焊接检验过程
四、无损检测技术概述
第二节 射线检测技术
一、射线检测的基本原理
二、射线探伤设备
三、射线照相检测的工艺要点
四、焊缝质量的评级
五、射线实时图像法探伤
六、射线检测中的安全防护
第三节 超声波检测技术
一、超声波探伤基本原理
二、超声波探伤设备
三、超声波检测工艺要点
四、超声波检测的特点
第四节 渗透检测技术
一、渗透探伤的工作原理和操作步骤
二、渗透探伤的分类
三、渗透探伤新技术
第五节 磁粉检测技术
一、磁粉检测原理
二、磁粉检测设备器材
三、磁粉检测工艺要点
第六节 声发射检测技术
一、声发射探伤基础
二、声发射探伤设备简介
参考文献
附录金属材料焊接工艺规程及评定
1"para" label-module="para">
(ISO 9956—1:1995/Amd"para" label-module="para">
2"para" label-module="para">
(ISO 9956—2:1995/Amd"para" label-module="para">
3"para" label-module="para">
(ISO 9956—3:1994/Amd"sup--normal" data-sup="2" data-ctrmap=":2,"> [2] 2100433B

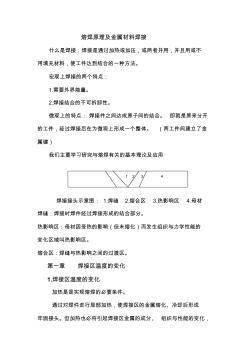 熔焊原理及金属材料焊接
熔焊原理及金属材料焊接
 《熔焊原理及金属材料焊接》教案
《熔焊原理及金属材料焊接》教案