选择特殊符号
选择搜索类型
请输入搜索
金属切削加工是机械制造工业中最基本、最重要的加工方法之一,通过切削加工可实现零件所要求的形状、尺寸和表面精度、性能要求。而切削加工的关键之一在于刀具的使用,俗话说“磨刀不误砍柴工”,刀具材料选择、刀具性能的保证、刀具参数的确定、刀具形状的设计将直接影响切削加工的质量、生产效率和生产成本,所以刀具技术对机械加工技术人员至关重要。《机械切削刀具及应用速查手册》就是为满足机械加工工人、技术人员、检验及刀具管理人员的需要而编写的,是一本实用的机械切削和常用标准刀具工具书。
本手册以现行的国家标准和行业标准为依据,全面、系统地介绍了常用标准刀具的品种、规格及典型零部件的机械加工实例等。手册主要内容包括:刀具的基本知识、车刀、铣刀、钻头和铰刀、刨刀和插刀、齿轮加工刀具、螺纹加工刀具、镗刀、拉刀等,并介绍了典型表面的车削加工、铣削加工、钻削加工、铰削加工、刨削加工、插削加工、圆柱齿轮加工等。内容丰富,数据准确、实用,条目清晰,查找方便。
第1章 刀具的基本知识
1.1 刀具结构
1.2 刀具材料
1.3 刀具几何角度
1.4 刀具磨损及刀具寿命
1.5 标准刀片
第2章 车刀
2.1 车刀切削部分几何参数的选择
2.2 高速钢车刀条
2.3 硬质合金焊接车刀
2.4 可转位车刀
2.5 可转位内孔车刀
2.6 机夹车刀
2.7 几种改进的车刀
2.8 典型表面的加工
第3章 铣刀
3.1 铣刀的类型与几何参数
3.2 立铣刀
3.3 键槽铣刀
3.4 T形槽铣刀
3.5 半圆键槽铣刀
3.6 锯片铣刀
3.7 槽铣刀
3.8 直柄燕尾槽铣刀和直柄反燕尾槽铣刀
3.9 三面铣刀
3.10 圆柱形铣刀
3.11 凹半圆铣刀
3.12 凸半圆铣刀
3.13 圆角铣刀
3.14 单角铣刀
3.15 对称双角铣刀
3.16 不对称双角铣刀
3.17 可转位铣刀
3.18 几种改进的铣刀
3.19 分度头的分度计算
3.20 典型零件表面的加工
第4章 钻头、铰刀
4.1 麻花钻
4.2 扩孔钻
4.3 中心钻
4.4 锪钻
4.5 深孔钻
4.6 铰刀
4.7 钻、扩、铰加工
第5章刨刀和插刀637
51刨刀637
511常用刨刀的种类和用途637
512刨刀几何参数的选择640
513几种先进的刨刀641
52典型零件的刨削加工650
521刨削薄板工件650
522槽类工件的刨削651
523镶条的刨削655
524精刨656
525刨削加工中常见问题产生的原因及解决
方法659
53插刀666
531插刀的类型与用途666
532插刀主要几何角度的选择668
54典型零件的插削加工669
541典型表面的插削669
542插削时产生废品的原因及解决方法674
第6章齿轮加工刀具676
61齿轮铣刀676
611齿轮铣刀的类型与用途676
612盘形齿轮铣刀682
613盘形锥齿轮铣刀682
614指形齿轮铣刀682
62齿轮滚刀687
621齿轮滚刀的类型与用途687
622滚刀精度688
623齿轮滚刀697
624镶片齿轮滚刀699
625剃前齿轮滚刀701
626磨前齿轮滚刀702
627双圆弧齿轮滚刀703
628整体硬质合金小模数齿轮滚刀704
629小模数齿轮滚刀705
63花键和链轮刀具707
631渐开线花键滚刀的精度707
63230°压力角渐开线花键滚刀711
63345°压力角渐开线花键滚刀713
634渐开线内花键插齿刀714
635矩形花键滚刀716
636滚子链和套筒链链轮滚刀723
64插齿刀724
641插齿刀的类型与用途724
642盘形直齿插齿刀725
643碗形直齿插齿刀728
644锥柄直齿插齿刀730
645直齿插齿刀的技术要求732
646小模数直齿插齿刀733
65盘形剃齿刀743
66直齿锥齿轮精刨刀745
67蜗轮刀具750
671刀具的类型与用途750
672蜗轮滚刀750
673蜗轮飞刀756
674蜗轮剃齿刀757
68滚齿加工764
681滚刀芯轴及滚刀的安装要求764
682常用滚齿机分齿挂轮与差动挂轮计算765
683滚齿加工工艺参数的选择766
684滚齿加工常见缺陷及消除方法767
69插齿加工772
691插齿刀安装及调整772
692常用插齿机挂轮计算774
693插齿用夹具及调整775
694插直齿圆柱外齿轮777
695插直齿圆柱内齿轮778
696插齿加工常见缺陷及其产生原因779
第7章螺纹加工刀具781
71丝锥781
711丝锥的结构要素和几何参数781
712普通螺纹丝锥主要几何参数的选择783
713粗柄带颈机用和手用丝锥785
714粗柄机用和手用丝锥786
715细柄机用和手用丝锥787
716细长柄机用丝锥795
717短柄机用和手用丝锥798
718粗柄带颈短柄机用和手用丝锥799
719细短柄机用和手用丝锥802
711055°圆锥管螺纹丝锥809
711155°圆柱管螺纹丝锥810
7112螺母丝锥811
7113螺旋槽丝锥823
7114梯形螺纹丝锥826
7115米制锥螺纹丝锥828
711660°圆锥管螺纹丝锥829
7117挤压丝锥830
72板牙835
721普通螺纹圆板牙835
72255°圆柱管螺纹板牙841
72355°圆锥管螺纹板牙842
72460°圆锥管螺纹板牙843
725英制螺纹圆板牙844
73普通螺纹滚丝轮845
74普通螺纹用搓丝板852
第8章镗刀856
81单刃镗刀856
811普通单刃镗刀857
812机夹单刃镗刀858
813小孔镗刀859
814弯头镗刀860
82多刃镗刀860
821双刃镗刀860
822复合镗刀861
83微调镗刀866
第9章拉刀868
91拉刀的类型与组成868
911拉刀的类型868
912拉刀的组成869
913拉削方式及拉刀刀齿的几何参数870
92键槽拉刀874
921平刀体键槽拉刀874
922加宽平刀体键槽拉刀877
923带倒角齿键槽拉刀879
924键槽拉刀技术要求881
93小径定心矩形花键拉刀884
94带侧面齿键槽拉刀906
95圆推刀915
96拉刀的合理使用925
97拉刀的修复927
98拉削时常见的缺陷及解决方法929
参考文献934
作者:彭林中、张宏 主编
书号:978-7-122-03275-1
出版日期:2009年1月
装帧:精装
开本:64
页数:960页
按切削运动方式和相应的刀刃形状,又可分为三类: 1、通用,如车刀、刨刀、铣刀(不包括成形的车刀、成形刨刀和成形铣刀)、镗刀、钻头、扩孔钻、铰刀和锯等; 2、成形,这类的刀刃具有与被加工工件断面相同或接...
制造的材料必须具有很高的高温硬度和耐磨性,必要的抗弯强度、冲击韧性和化学惰性,良好的工艺性(切削加工、锻造和热处理等),并不易变形。通常当材料硬度高时,耐磨性也高;抗弯强度高时,冲击韧性也高。但材料硬...
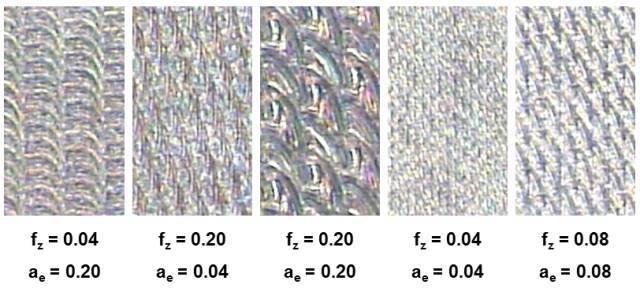
其实就是产品表面有点毛糙 然后光学反应产生的颜色,加切削液精加工会好点的
本手册是帮助机械加工工人、技术人员合理选刀、正确用刀的实用工具书,全面、系统地介绍了常用标准刀具的品种、规格及典型零部件的机械加工实例。主要内容包括:刀具的基本知识、车刀、铣刀、钻头和铰刀、刨刀和插刀、齿轮加工刀具、螺纹加工刀具、镗刀、拉刀等,并介绍了典型表面的车削加工、铣削加工、钻削加工、铰削加工、刨削加工、插削加工、圆柱齿轮加工等。本手册以现行的国家标准和行业标准为依据,荟萃了常用刀具的经验成果,内容丰富,数据准确、实用,条目清晰,查找方便。
本手册可供机械加11人、技术人员、计量、检验及刀具采购与管理人员查阅和参考。
一、切削刀具的基本分类
按端部几何形状分:
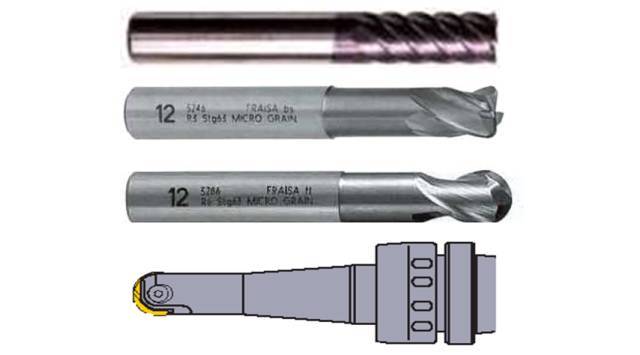
平底端铣刀
平底R角端铣刀
球头端铣刀
可转位镶嵌式端铣刀
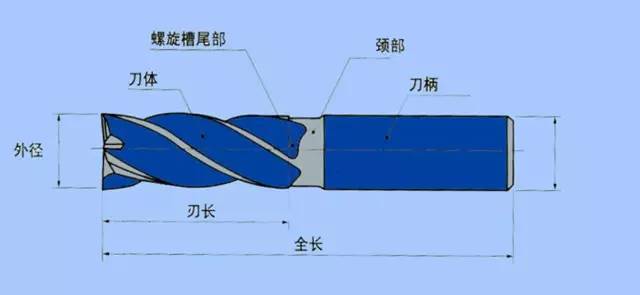
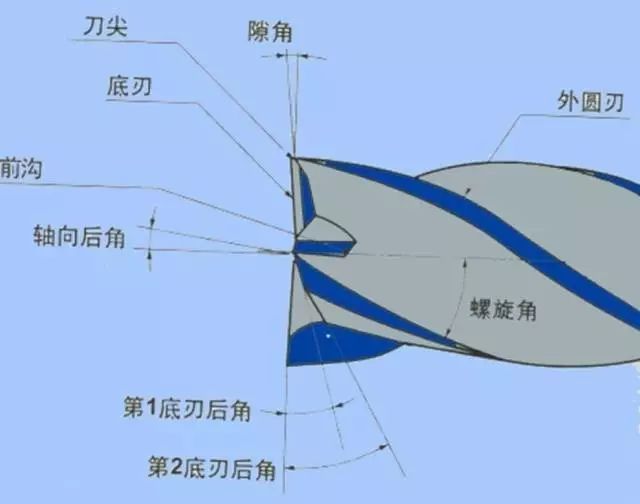
二、切削刀具的基本几何结构
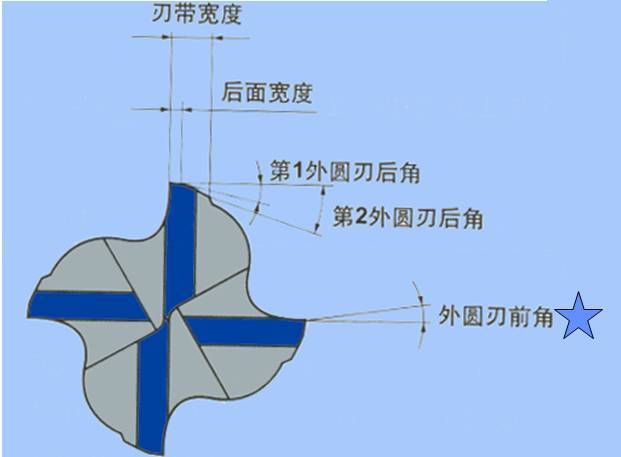
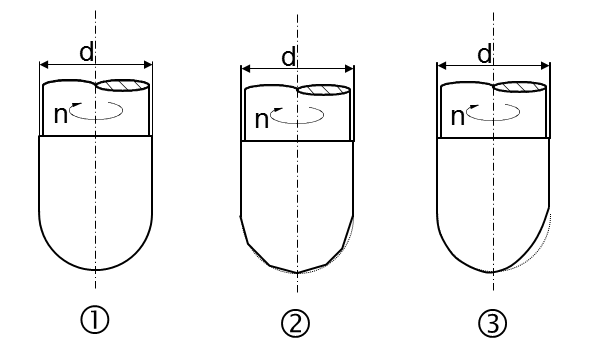
三、切削刀具的几何精度
用于精加工的切削刀具,切削刃必须具有很好的轮廓精度。
刀具的几种可能轮廓偏差
轮廓精确;
由于研磨过程不够精确,而导致在刃部产生不规则碎面;
由于研磨过程不够精确而导致的半径偏差。
如果对工件精度要求非常高,应该在刀具生产商那里购买获得标准认证的刀具。
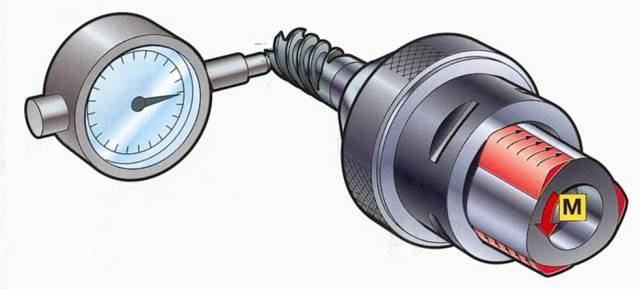
四、保证刀具的径向跳动误差最小
在保证刀柄及刀具系统的最大悬伸长度不超过规定值的前提下,要使主轴能够精确运转,必须于刀柄及切削刃处分别检测刀具的径向跳动误差。如果径向跳动误差过大就会导致主轴的严重震动。
五、如何选择合适的切削刀具
(1)分析具体加工条件,如主轴及机床性能,刀具的夹持系统,润滑方式等;
(2)分析工件材料特性;
(3)分析加工表面质量及加工精度要求、成本等;
(4)综合考虑各种因素,做出最优化的选择。

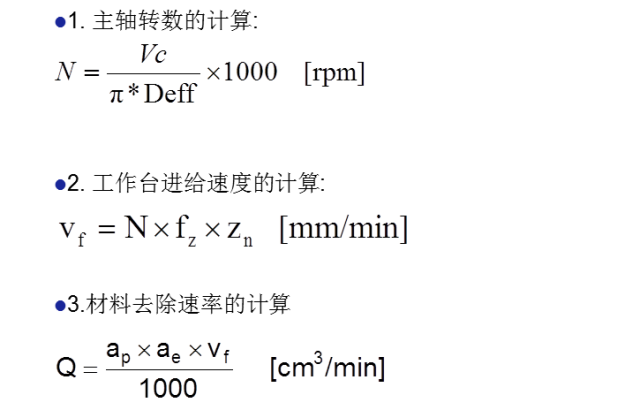
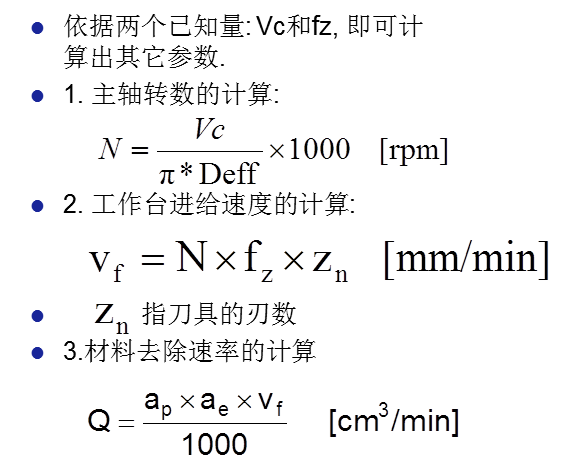
六、高速切削加工参数的计算方法
三項重要公式
七、高速切削过程中的几个重要术语和加工参数
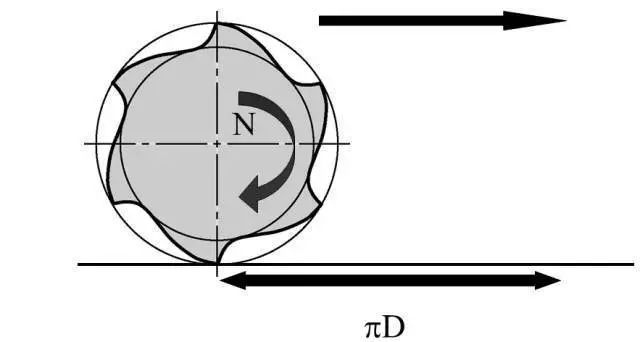
1. 切削速度Vc
切削速度的定义:Vc=N*p*Deff/1000
Vc是指在特定刀具的情况下,适合某工件材料高速加工的合适的切削速度值,它是指刀具的线速度。
如何正确设定切削速度Vc值:
由刀具供应商提供;
参考已有的实验数据;
通过大量切削实验建立自已的数据库。
Vc值是正确设定其它切削参数的重要依据!
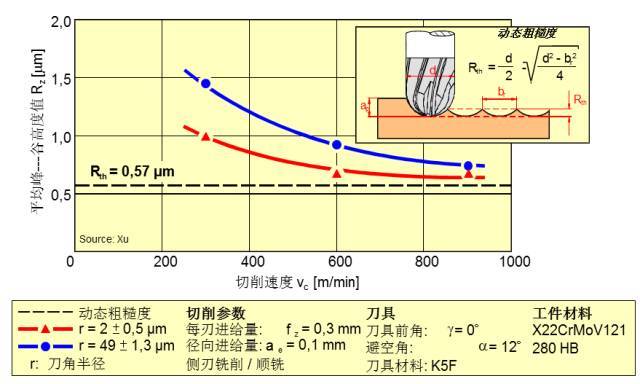
切削速度对表面光洁度的影响▼
不同切削速度下, 所产生的铁屑颜色比较▼

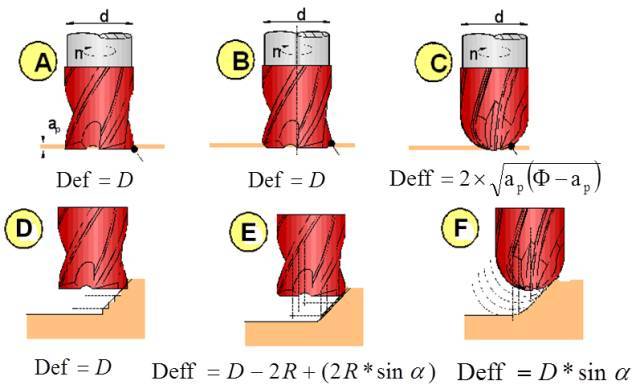
2.有效刀具直径Deff
有效刀具直径以及有效刀具直径的计算。
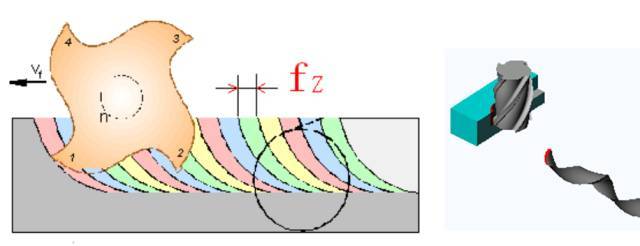
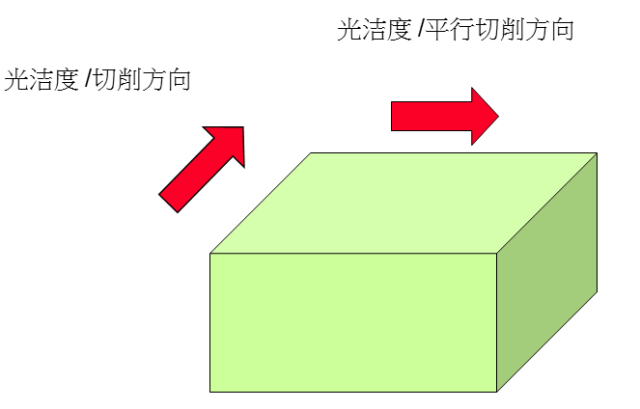
3.每刃进给量fz
每刃进给量的定义:
如何正确设定刀具的每刃进给量:
由切削刀具供应商提供;
参考别人研究所得的实验数据;
通过大量切削实验获得。
每刃进给量的设定正确与否, 对刀具所受切削载荷的合理分布有着极其重要的影响。
4.轴向及径向进给量ap& ae
轴向进给量的计算:
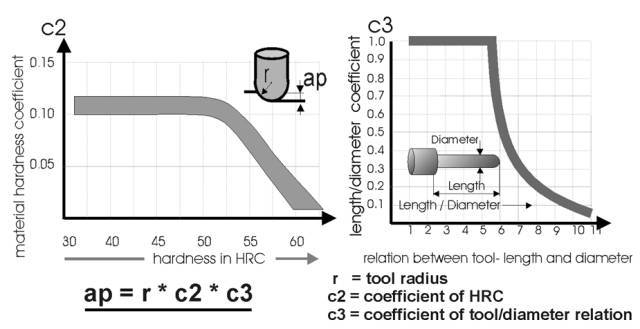
因应主轴、刀具及材料,会影响实际的结果。
Ae及Fz对光洁度的影响▼
高速加工中,各切削参数的计算方法
加工参数的设定原则
1.在高速加工过程中,必须对加工参数进行优化,不可随意设定;
2.必须正确设定切削速度Vc值;
3.必须正确设定每刃进给量fz。
合理的取值既可将刀具的切削效能发挥至极限, 使刀具得到充分利用, 提高加工质量和效率; 又不会影响 刀具的使用寿命, 从而达到节约成本, 实现真正高速加工的目的。
八、加工测试
测试刀具在切削S136的能力,本次实验的测试所使用的刀具如下:
直径: 10mm
刃数: 6
前角: -13 °
涂层: TiAlN
试验项目▼
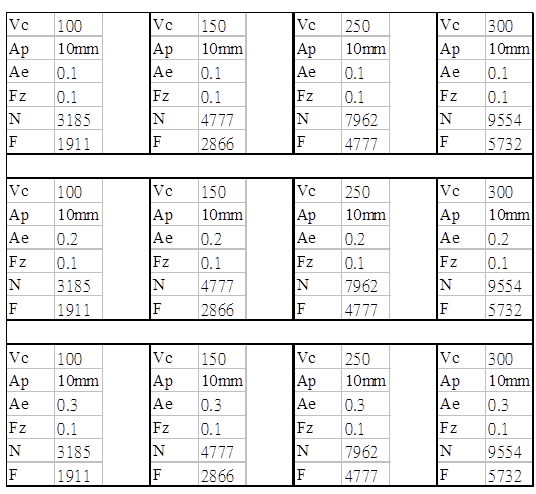
结论:
当Vc从150上升至250时嘈音明显改善;
不同Vc值有不同铁屑颜色,证明加工温度不同;
Fz的改变,亦会影响切削温度。
免责声明:本文系网络转载,版权归原作者所有。但因转载众多,无法确认真正原始作者,故仅标明转载来源。如涉及作品版权问题,请与我们联系,我们将根据您提供的版权证明材料确认版权并按国家标准支付稿酬或删除内容!本文内容为原作者观点,并不代表本公众号赞同其观点和对其真实性负责。
1.1 土方机械的分类与选择
1.2 挖掘机
1.3 堆取料机
1.4 推土机
1.5 铲运机
1.6 装载机
1.7 平地机
2.1 柴油打桩锤
2.2 振动桩锤
2.3 蒸汽锤
2.4 液压锤
2.5 打桩架
2.6 静力压桩机
2.7 钻孔机
3.1 破碎机械
3.2 洗选机械
3.3 给料机械
3.4 人工砂石成套加工设备
4.1 混凝土搅拌机和搅拌楼
4.2 混凝土搅拌运输车
4.3 混凝土输送泵和混凝土泵车
4.4 混凝土喷射机械
4.5 混凝土施工机具
5.1 起重机械主要零件
5.2 起重机械的主要参数
5.3 起重卷扬机械
5.4 汽车式起重机
5.5 轮胎式起重机
5.6 履带式起重机
5.7 缆索起重机
5.8 塔式起重机
5.9 叉式起重机
5.1 0门座式起重机
5.1 1门式起重机
5.1 2施工升降机
6.1 剪切机械
6.2 咬口机械
6.3 铆接机械
6.4 折弯机械
6.5 卷板机械
6.6 压筋合缝机械
6.7 法兰成型机械
6.8 安装机械
7.1 钢筋强化机械
7.2 钢筋加工机械
7.3 钢筋焊接机械
7.4 钢筋预应力机械
8.1 内燃机
8.2 电动机
8.3 空气压缩机
8.4 发电机组
8.5 液压装置
9.1 类别与代号
9.2 锯
9.3 木工圆锯
9.4 刨削机械
9.5 铣削机械
9.6 钻孔机械
9.7 多用木工机械
10.1 灰浆搅拌机
10.2 灰浆输送泵
10.3 涂料喷刷机械
10.4 地面修整机械
10.5 手持机具
11.1 载货汽车
11.2 自卸汽车
11.3 气卸散装水泥运输车
11.4 斗式提升机
12.1 地下连续墙工程机械
12.2 地基灌浆工程机械
12.3 高压喷射注浆工程机械
12.4 灌注桩工程机械
12.5 振冲器
12.6 预锚工程机械 2100433B
《建筑施工机械常用数据速查手册》主要内容包括土方工程机械、桩工机械、砂石机械、起重机械、通风与空调工程机械、钢筋及预应力机械、动力机械、液压装置、木工机械、装饰。《建筑施工机械常用数据速查手册》可以作为建筑施工现场技术和管理人员、工程机械设计人员的工具书,也可以作为大专院校师生的参考书。