机械式半自动捆扎机简介文献

 全自动鞭炮洗筒机捆扎机的设计
全自动鞭炮洗筒机捆扎机的设计
全自动鞭炮洗筒机捆扎机的设计
为推进鞭炮生产的自动化,对当今实际生产中的鞭炮洗筒机的捆扎方式进行研究分析,设计了一种全新的自动捆扎机。运用节能环保的空气作为动力源,用PLC控制系统,采用可循环利用的六边形卡子进行捆扎。首先基于Solidworks建立捆扎机的三维精确模型,并利用Motion仿真和虚拟装配等CAD技术做可靠性分析,并通过运动仿真和干涉分析验证了该设计方案的可行性。
 机械式内割刀
机械式内割刀
机械式内割刀
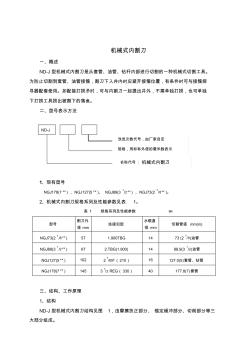
机械式内割刀 一、概述 ND-J型机械式内割刀是从套管、油管、钻杆内部进行切割的一种机械式切割工具。 为防止切割到套管、油管接箍,割刀下入井内时应避开接箍位置,有条件时可与接箍探 寻器配套使用。如配接打捞矛时,可与内割刀一起提出井外,不需单独打捞,也可单独 下打捞工具捞出被割下的落鱼。 二、型号表示方法 1、现有型号 NGJ178(7″) 、NGJ127(5″ )、 NGJ89(3 1/2″) 、NGJ73(2 7/8″ )。 2、机械式内割刀规格系列及性能参数见表 1。 表 1 规格系列及性能参数 ㎜ 型号 割刀外 径 mm 连接扣型 水眼直 径 mm 切割管径 mm(in) NGJ73(2 7 /8″) 57 1.900TBG 14 73 (2 7/8)油管 NGJ89(3 1 /2″) 67 2.TBG(1.900) 14 88.9(3 1 /2)油管 NGJ127(5″