机械再制造特种修复技术文献

 工程机械的损伤形式与再制造技术分析
工程机械的损伤形式与再制造技术分析
工程机械的损伤形式与再制造技术分析
对工程机械的结构形式、工作特点,以及机体主要零部件的主要损坏形式进行了详细阐述,并对各损坏形式的形成原因进行了分析,结合再制造的方法理论探讨了适用于工程机械不同损坏形式的再制造技术工艺手段。实践表明:再制造技术实用可行,具有一定的理论和应用价值。
 修复技术-常规钢板车门的修复
修复技术-常规钢板车门的修复
修复技术-常规钢板车门的修复
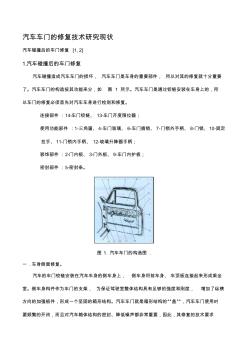
汽车车门的修复技术研究现状 汽车碰撞后的车门修复 [1, 2] 1.汽车碰撞后的车门修复 汽车碰撞造成汽车车门的损坏, 汽车车门是车身的重要部件, 所以对其的修复就十分重要 了。汽车车门的构造按其功能来分,如 图 1 所示。汽车车门是通过铰链安装在车身上的,所 以车门的修复必须首先对汽车车身进行检测和修复。 连接部件:14-车门铰链、 13-车门开度限位器; 使用功能部件 :1-三角窗、 4-车门玻璃、 6-车门插销、 7-门锁外手柄、 8-门锁、10-固定 拉手、 11-门锁内手柄、 12-玻璃升降器手柄; 装饰部件:2-门内板、 3-门外板、 9-车门内护板; 密封部件:5-密封条。 图 1. 汽车车门的构造图 . 一.车身侧面修复。 汽车的车门铰链安装在汽车车身的侧车身上, 侧车身将前车身、 车顶板连接起来形成乘坐 室。侧车身构件作为车门的支架, 为保证驾驶室整体结构具有足够的强