基于丝杆直流减速电机自洁刷头自动制动控制系统成果信息文献

 高精密的日本SAYAMA(狭山)微型直流减速电机
高精密的日本SAYAMA(狭山)微型直流减速电机
高精密的日本SAYAMA(狭山)微型直流减速电机
日本SAYAMA(狭山)精密工业株式会社是日本CITIZEN(西铁城)集团的一家专业子公司,它秉承西铁城公司制表工业的一贯传统,制造出世界品质的高精密微型齿轮减速电机。 SAYAMA高精密微型齿轮减速电机在日本及国际市场上有一定的占有率,在全自动彩色高速印刷机,高精密自动加工机
 直流蜗轮蜗杆减速电机
直流蜗轮蜗杆减速电机
直流蜗轮蜗杆减速电机
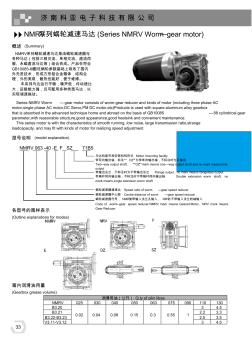
济 南 科 亚 电 子 科 技 有 限 公 司 NMRV系列蜗轮减速马达 (Series NMRV Worm—gear motor) 概述 (Summary) 型号说明 (model explanation) NMRV系列蜗轮减速马达是由蜗轮减速器与 各种马达(包括三相交流、单相交流、直流伺 服、永磁直流马达等)组合而成。产品在符合 GB10085-88圆柱蜗轮参数基础上吸收了国内 外先进技术,形成方形铝合金箱体,结构合 理,外形美观,散热性能好,便于维修。 本系列马达运行平稳,噪声低,传动速比 大,运载能力强,且可配用多种类型马达,以 实现调速拖动。 Series NMRV Worm — gear motor consists of worm-gear reducer and kinds of motor (including three phase AC motor,s