检验弯板检验弯板精度文献

 弯头检验要求(弯头)
弯头检验要求(弯头)
弯头检验要求(弯头)
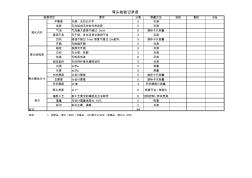
要求 分值 测量方法 自检 复检 终检 平整度 光滑,无凹凸不平 5 目测 杂质 无与组成无关的外来杂质 5 目测 气泡 气泡最大直径不超过 3mm 6 游标卡尺测量 浸润不良 无干斑、发白及其它浸润不良 3 目测 凹坑 直径不超过 1mm,深度不超过 2mm凹坑 5 游标卡尺测量 开裂 无树脂开裂 5 目测 裂纹 表面无开裂 5 目测 白纱 无分层、炸裂 3 目测 色差 无明显色差 6 目测 刮伤垫伤 无任何纤维外漏和划伤 5 目测 内径 ±5‰ 5 测量 长度 ±5‰ 5 测量 内衬厚度 ≥设计厚度 5 游标卡尺测量 总厚度 ≥设计厚度 5 游标卡尺测量 巴氏硬度 ≥36 3 巴氏硬度计测量 弯头角度 ±1° 8 角度平台 /角度仪 铺层工艺 按工艺要求的铺层及方法制作 8 过程控制 /样块焚烧 重量 与设计重量误差≤ 10% 5 称重 标识 标识正确、清晰 2 目测 合计 94 说明
 弯头检验规程
弯头检验规程
弯头检验规程
弯头管件检验规程 弯头管件的检验规程 1、范围 本规程规定了以铸钢、碳钢、不锈钢等为主要原料,经加工形成的弯头管件产品的分类、技术要求、 检验方法、标志、包装、运输、贮存。 2、引用标准 下列标准所包含的条文,通过本规程中引用而构成为本规程的条文。本规程的条款会被修订,使用最 新版本的可能性。 GB T12459-2005 钢制对焊无缝管件标准 GB T14626-1993 锻钢制螺纹管件标准 JSB 2311-1997 一般配管用钢制突合溶接式管件 GBT 12459-2005 钢制对焊无缝管件标准 3、定义、符号与代号 3.1 、弯头管件的定义:是在管路系统中,弯头是改变管路方向的连接管件。 3.2 、弯头的连接方式: 1、直接焊接(最常用的方式) 。 . 2 、法兰式有承插式连接等。 3.3 、DN—米制单